








Mașină de găurit CNC seria TD-1 pentru țeavă colectoare




| Articol | Nume | parametru | ||
| TD0308 | TD0309 | TD0608 | ||
| Dimensiunea și precizia de prelucrare a țevii colectoare. | Materialul antetului | SA106-C,12Cr1MoVG,P91,P92 (Duritate maximă la sudură prin îmbinare: 350HB | CS - SA 106 Gr. B(Duritatea maximă la sudură este de 350HB) | |
| Intervalul diametrului exterior al colectorului | φ60-φ350mm | φ100-φ600mm | ||
| Interval de lungime a antetului | 3-8,5 m | 3-7,5 m | ||
| Interval de grosime a antetului | 3-10 mm | 15-50 mm | ||
| Diametrul de găurire (formare unică) | φ10-φ64mm | ≤φ50mm | ||
| Diametrul de procesare al cuibării (formare unică) | φ65-φ150mm | |||
| Secțiune dreaptă l de la marginea exterioară a găurii până la capăt | ≥100mm | |||
| Cap divizor CNC | Cantitate | 2 | 1 | |
| Viteză de rotire | 0-4 rot/min (CNC) | |||
| Cursă verticală | ±100 mm | ±150 mm | ||
| Orizontalăaccident vascular cerebral | 500 mm | |||
| Mod viteză de avans verticală | Intrare lentă | |||
| Mod viteză de alimentare orizontală | Intrare lentă | |||
| Capul de găurire și cilindrul său vertical | Găurire conică a axului | BT50 | ||
| Turația axului | 30~3000 rot/min(Reglabil fără trepte) | |||
| Cursa Z a capului de găurire | Aproximativ 400 mm | Aproximativ 500mm | ||
| Cursa capului de găurire în direcția Y | Aproximativ 400 mm | |||
| Viteza maximă de deplasare a capului de găurire în direcția Z | 5000 mm/min | |||
| Viteza maximă de deplasare a capului de găurire în direcția Y | 8000 mm/min | |||
| Mod de condus | Servomotor + șurub cu bile | |||
| Gantry | Mod de acționare Gantry | Servomotor + cremalieră și pinion | ||
| Cursa maximă a axei x | 9m | |||
| Viteza maximă de mișcare a axei x | 8000 mm/min | 10000 mm/min | ||
| alte | Numărul de sisteme CNC | 1 set | ||
| Numărul de axe NC | 4 | |||
| Organizația de testare | 1 set | |||
| Dispozitiv auxiliar de presare | 1 set | |||
| Dispozitiv de asistență | 1 set | |||
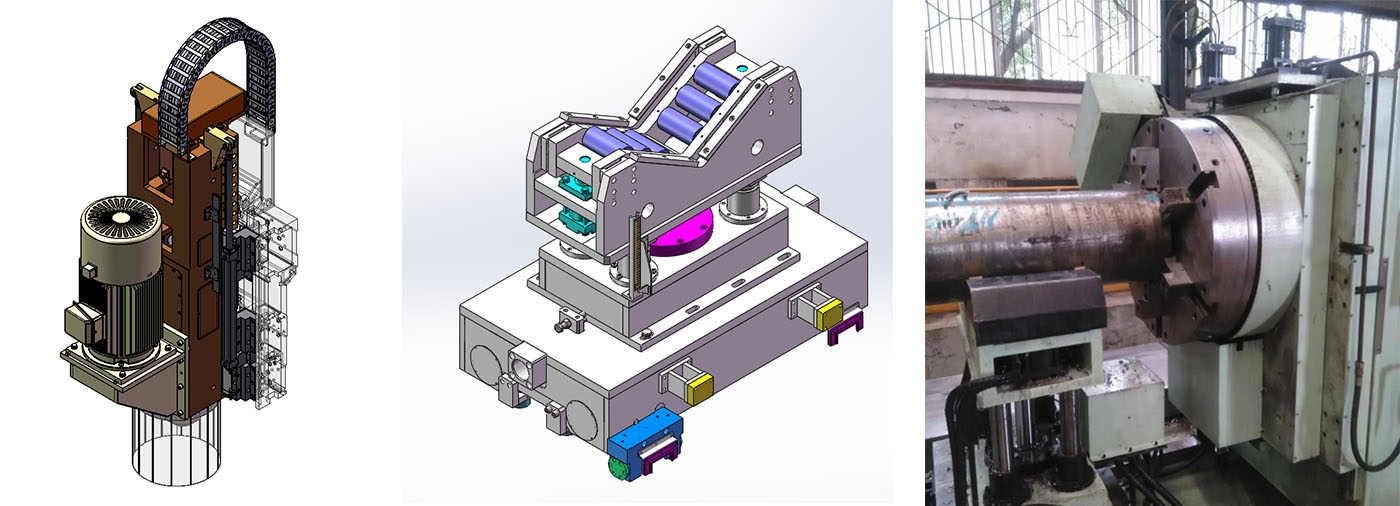
Mașina este compusă din bază, portal, cap de găurire, cap divizor CNC, dispozitiv auxiliar de presare, dispozitiv de susținere, magazie de scule, sistem de descărcare și răcire a așchiilor, sistem automat de lubrifiere și hidraulic, sistem pneumatic și sistem electric.
a. Cap de foraj și cilindru vertical
Capul de găurire este acționat de un motor cu frecvență variabilă prin intermediul unei curele. Cilindrul vertical este ghidat de un ghidaj liniar cu role, avansul vertical este acționat de un servomotor de curent alternativ pentru a acționa perechea de șuruburi cu bile, realizând astfel mișcarea de avans rapid / avans rapid / oprire / întârziere.


b. Cap divizor CNC
Capul divizor CNC este instalat la un capăt al bazei mașinii-unelte, care se poate deplasa înainte și înapoi pentru a facilita încărcarea și descărcarea antetului. Capul de indexare este echipat cu un mandrin hidraulic personalizat, care adoptă un rulment de rotire de precizie cu precizie ridicată de transmisie și cuplu mare.

c. Îndepărtarea și răcirea așchiilor
Jgheabul de sub bază este echipat cu un transportor cu lanț plat pentru așchii, care poate fi descărcat automat în purtătorul de resturi la capăt. O pompă de răcire este prevăzută în rezervorul de lichid de răcire al transportorului cu așchii, care poate fi utilizată pentru răcirea externă a sculei pentru a asigura performanța de găurire și durata de viață a burghiului. Lichidul de răcire poate fi reciclat.

d. Sistem de lubrifiere
Mașina-unealtă adoptă o combinație între sistemul de lubrifiere automată și lubrifiere manuală pentru a lubrifia toate componentele mașinii, ceea ce evită operarea manuală plictisitoare și îmbunătățește durata de viață a fiecărei componente.
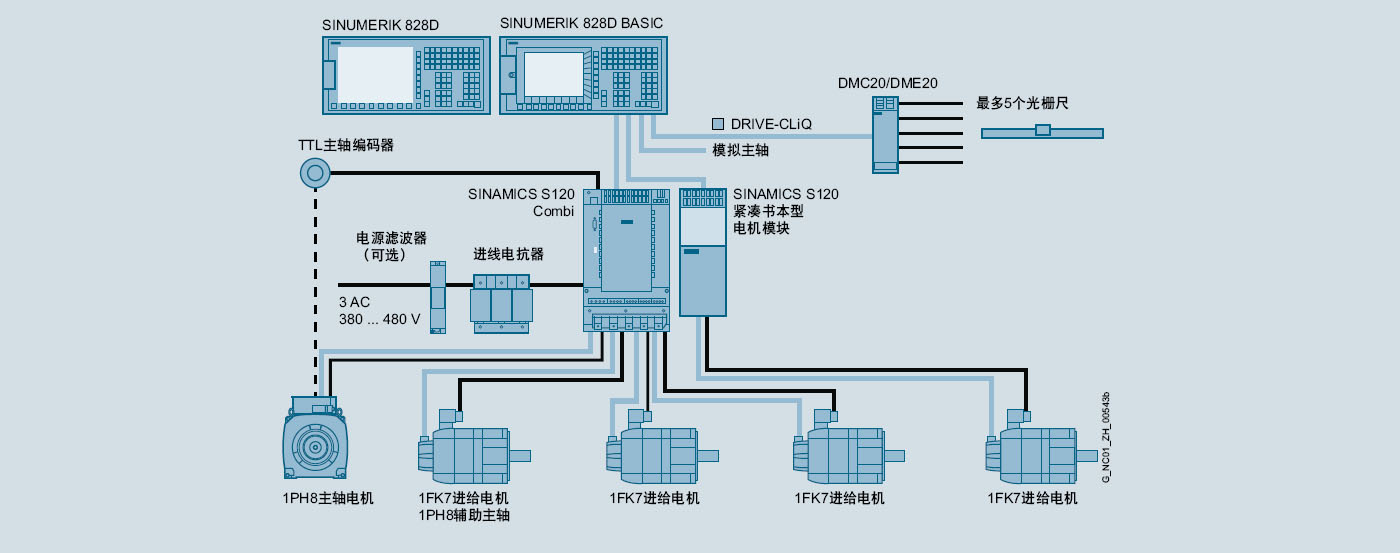
e. Sistem de control electric
Sistemul CNC adoptă sistemul CNC Siemens SINUMERIK 828d. SINUMERIK 828d este un sistem CNC bazat pe panouri. Sistemul integrează CNC, PLC, interfață de operare și buclă de control al măsurării.
| NO. | Nume | Marca | Ţară |
| 1 | CNCsistem | Siemens 828D | Germania |
| 2 | Servomotor de alimentare | Siemens | Germania |
| 3 | Lșină de ghidare intraauriculară | HIWIN/PMI | Taiwan, China |
| 4 | Reductor de precizie pe axa X | ATLANTA | Germania |
| 5 | Pereche de pinion și cremalieră pe axa X | ATLANTA | Germania |
| 6 | Ax de precizie | Kenturn/Spintech | Taiwan, China |
| 7 | Motorul axului | SFC | China |
| 8 | Supapă hidraulică | ATOS | Italia |
| 9 | Pompă de ulei | Justmark | Taiwan, China |
| 10 | Lanț de tracțiune | CPS | Coreea |
| 11 | Sistem automat de lubrifiere | HERG | Japonia |
| 12 | Buton, indicator luminos și alte componente electrice principale | Schneider | Franţa |
| 13 | Șurub cu bile | I+F/NEFF | Germania |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 
