







Mașină de găurit CNC orizontală cu trei axe cu tambur HD1715D-3




| Numele parametrului | Articol | Valoarea parametrului |
| Materialdimensiune | Intervalul diametrului tamburului | Φ780-Φ1700mm |
| Interval de lungime a tamburului | 2-15m | |
| Grosimea maximă a peretelui cilindrului | 50 mm | |
| Greutate maximă amaterial | 15Tons | |
| Diametrul maxim de găurire | Φ65mm | |
| Ax de găurireCap de putere | Cantitate | 3 |
| Conicitatea axului | Nr. 6 Morse | |
| Viteza axului | 80-200 rot/min | |
| Cursa axului | 500 mm | |
| Viteza de avans a axului(Hidraulic fără trepte) | 10-200 mm/min | |
| Puterea motorului axului | 3x7,5kW | |
| Dispozitiv de aliniere cu laser | Ajustați poziția grupului de găuri în funcție de poziția sudurii | |
| Materialviteză de rotație | 0~2,8 rot/min | |
| Viteza de deplasare a căruciorului | 0~10 m/min | |
| Înălțimea centrului mandrinei față de sol | Aproximativ 1570 mm | |
| Dimensiunea mașinii (lungime x lățime x înălțime) | Aproximativ 22x5x2,5m | |
Această mașină este compusă din pat nr. 1, pat nr. 2 suport posterior, sistem de îndepărtare și răcire a așchiilor, sisteme hidraulice, sisteme electrice, dispozitive de aliniere cu laser și alte componente.

1. Platforma nr. 1 a acestei mașini este utilizată în principal pentru transportul materialelor. Atât capul, cât și piciorul platformei sunt echipate cu mandrine hidraulice cu trei fălci, care pot realiza centrarea și strângerea automată a tamburului. Diametrul de strângere variază de la Φ780 la Φ1700 mm.
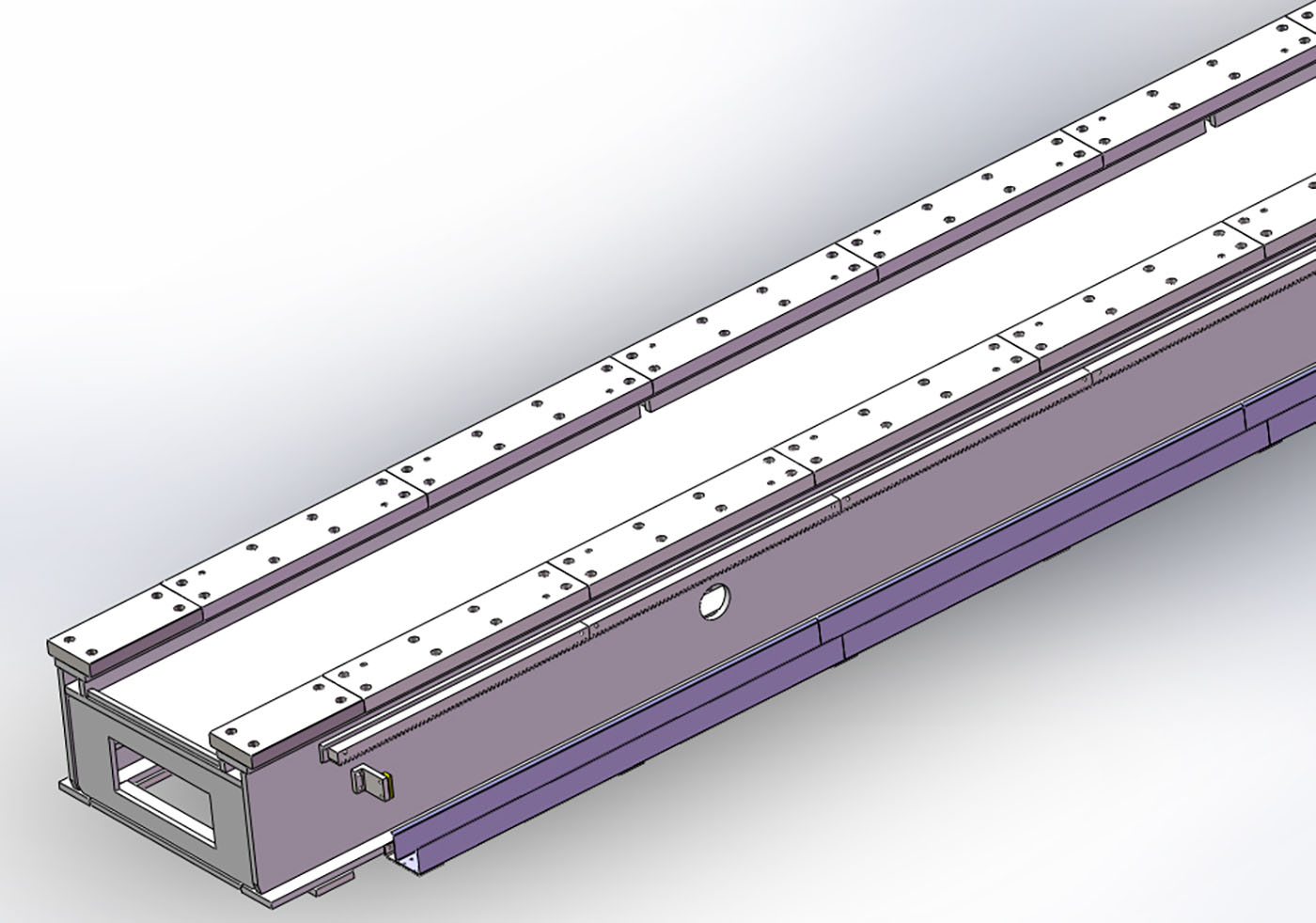
2. A doua placă de foraj a acestei mașini-unelte este utilizată în principal pentru a realiza mișcarea longitudinală a capului de foraj. Această mașină are trei capete de foraj independente, care se bazează respectiv pe glisiere longitudinale și glisiere hidraulice pentru a se deplasa longitudinal pe placa nr. II.
3. Capul motor poate realiza cursa de control automat prin intermediul mesei glisante hidraulice și poate realiza conversia automată a alimentării rapide înainte, a avansului de lucru înainte și a avansului rapid înapoi. Prin ajustarea poziției blocului de comutare fără contact, se poate realiza, de asemenea, că atunci când burghiul iese la o anumită distanță la sfârșitul găuririi, se oprește automat. Cele trei capete motor sunt independente și pot realiza găurirea automată, cu eficiență ridicată și precizie bună.

4. Capul platformei este fixat la un capăt al acesteia, iar servomotorul de curent alternativ realizează indexarea numerică prin intermediul reductorului și reductorului cu angrenaj. După finalizarea indexării, mecanismul de blocare blochează automat hidraulic discul de frână instalat pe ax pentru a asigura stabilitatea și fiabilitatea axului.
5. Suporturile frontale și posterioare ale acestei mașini pot realiza ridicarea hidraulică autoadaptivă înainte și după fixarea tamburului de către mandrină, ceea ce îmbunătățește rigiditatea tamburului la găurire.

6. Această mașină este echipată cu un dispozitiv de aliniere transversală cu laser, care poate fi instalat în orificiul conic al axului primului cap de găurire.
7. Desenele CAD ale materialului pot fi introduse direct, sistemul generează automat programul de procesare, iar cele trei axe alocă automat sarcinile de procesare pentru toate găurile.
8. Această mașină adoptă sistemul de control numeric Siemens și are patru axe de control numeric: rotația materialului și mișcarea longitudinală a celor trei capete de putere.
| NU. | Articol | Brank | Origine |
| 1 | Ghidaje liniare | HIWIN/PMI | Taiwan, China |
| 2 | Reductor de precizie și pereche pinion-cremalieră | ATLANTA | Germania |
| 3 | Sistem CNC | Siemens 808D | Germania |
| 4 | Smotor electric | Siemens | Germania |
| 5 | Servomotor și driver cu acționare glisantă | Siemens | Germania |
| 6 | Convertor de frecvență | Siemens | Germania |
| 7 | Pompă hidraulică | Justmark | Taiwan, China |
| 8 | Supapă hidraulică | ATOS/Justmark | Italia/Taiwan, China |
| 9 | Lanț de tracțiune | Igus | Germania |
| 10 | Componente electrice principale, cum ar fi butoanele și indicatoarele | Schneider | Franceză |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 

