







Linie de mașini combinate de găurit și tăiat grinzi de structură metalică




| NO | Articol | Parametru | ||||||||
| DLS400 | DMS700 | DMS1206A | DMS1250 | |||||||
| 1 | Placădimensiune | Grindă H | Webînălţime | 100 mm~400 mm | 150~700 mm | 150~1250 mm | 150~1250 mm | |||
| 2 | Lățimea flanșei | 75 mm~300 mm | 75~400 mm | 75~600 mm | ||||||
| 3 | Oțel canal | Înălţime | 126 mm~400 mm | 150~700 mm | 150~1250 mm | 126~400 mm | ||||
| 4 | Lățimea piciorului | 53 mm~104 mm | 75~200 mm | 75~300 mm | 53~104 mm | |||||
| 5 | Lungimea minimă a alimentării automate | 1500 mm | 1500 mm | |||||||
| 6 | Lungimea maximă de alimentare | 12000 mm | 12000 mm | |||||||
| 7 | Greutate maximă | 1500 kg | 1500 kg | |||||||
| 8 | Ax | Numărul de capete de găurire | 3 | |||||||
| 9 | Număr de axe per cap de găurire | 3 | ||||||||
| 10 | Gama de găurire a capului de fixare pe ambele părți | ¢12,5 mm~¢30 mm | 12,5~30 mm | |||||||
| 11 | Gamă medie de găurire | ¢12,5 mm~¢40 mm | 12,5~40 mm | |||||||
| 12 | Viteza axului(RPM) | 180 rot/min~560 rot/min | 20~2000 rot/min | 180~560 rot/min | ||||||
| 13 | Clemă de găuritingformă | Morse nr. 4 | ||||||||
| 14 | Viteză de avans axială | 20 mm/min-300 mm/min | 20~300 mm/min | |||||||
| 15 | Axă CNC | Alimentare CNCAxis | Puterea servomotorului | 4kw | 5 kW | 4kw | ||||
| 16 | Viteză maximă | 40 m/min | 20 m/min | 40 m/min | ||||||
| 17 | Unitatea superioară se mișcă pe orizontală | Puterea servomotorului | 1,5 kW | 1,5 kW | ||||||
| 18 | Viteză maximă | 10 m/min | 10 m/min | |||||||
| 19 | Partea fixă și partea mobilă se mișcă vertical | Puterea servomotorului | 1,5 kW | 1,5 kW | ||||||
| 20 | Viteză maximă | 10 m/min | 10 m/min | |||||||
| 21 | Dimensiunea gazdei | 4377x1418x2772mm | 6000 × 2100 × 3400 mm | 4377x1418x2772mm | ||||||
| 22 | Greutatea gazdei | 4300 kg | 7500 kg | 8500 kg | 4300 kg | |||||
| Principalii parametri tehnici ai unității de tăiere: | ||||||||||
| Placădimensiune | Maxim | 500×400 mm | 700 × 400 mm | 1250 × 600 mm | 500×400 mm | |||||
| Minim | 150 mm × 75 mm | 500x500mm | 100×75mm | |||||||
| A văzutinglamă | Grosime: 1,3 mm | Grosime: 1,3 mm Lățime: 41 mm | Grosime: 1,6 mm Lățime: 67 mm | Grosime: 1,3 mm Lățime: 41 mm | ||||||
| Puterea motorului | Motorul principal | 5,5 kW | 7,5 kW | 15 kW | 5,5 kW | |||||
| Hidraulic | 2,2 kW | 2,2 kW | ||||||||
| Viteza liniară a lamei de ferăstrău | 20~80 m/min | 20~80 m/min | ||||||||
| Viteza de avans a lamei de ferăstrău | Controlul programului | |||||||||
| Înălțimea mesei de lucru | 800 mm | 800 mm | ||||||||
| NO | CANTITATE | DLS400 | DMS700 | DMS1206A | DMS1250 |
| 1 | 1 set | Masă rulantă de susținere a alimentării | Canal transversal lateral de alimentare | Platformă de încărcare transversală pentru material de alimentare | Masă rulantă de susținere a alimentării |
| 2 | 1 set | Cărucior de hrănire | Masă cu role de susținere a alimentării | Role de susținere a alimentării | Cărucior de hrănire |
| 3 | 1 set | Mașină de găurit CNC tridimensională (SWZ400/9) | Cărucior de hrănire | Clește de alimentare | Mașină de găurit CNC tridimensională (SWZ1250C) |
| 4 | 1 set | Mașină de ferăstrău cu bandă pentru colțuri (DJ500) | Mașină de găurit 3D CNC BHD700 / 3 | Mașină de găurit | Mașină de ferăstrău cu bandă pentru colțuri (DJ1250) |
| 5 | 1 set | Masă rulantă de susținere a descărcării | M1250mașină de marcat | Mașină de tăiat ferăstrău | Masă rulantă de susținere a descărcării |
| 6 | 1 set | Sisteme electrice | Mașină de tăiat cu bandă unghiulară CNC DJ700 | Role de susținere a ieșirii | Sisteme electrice |
| 7 | 1 set | Masă cu role de susținere a descărcării | Sistem de control electric | ||
| 8 | 1 set | Sistem electric |
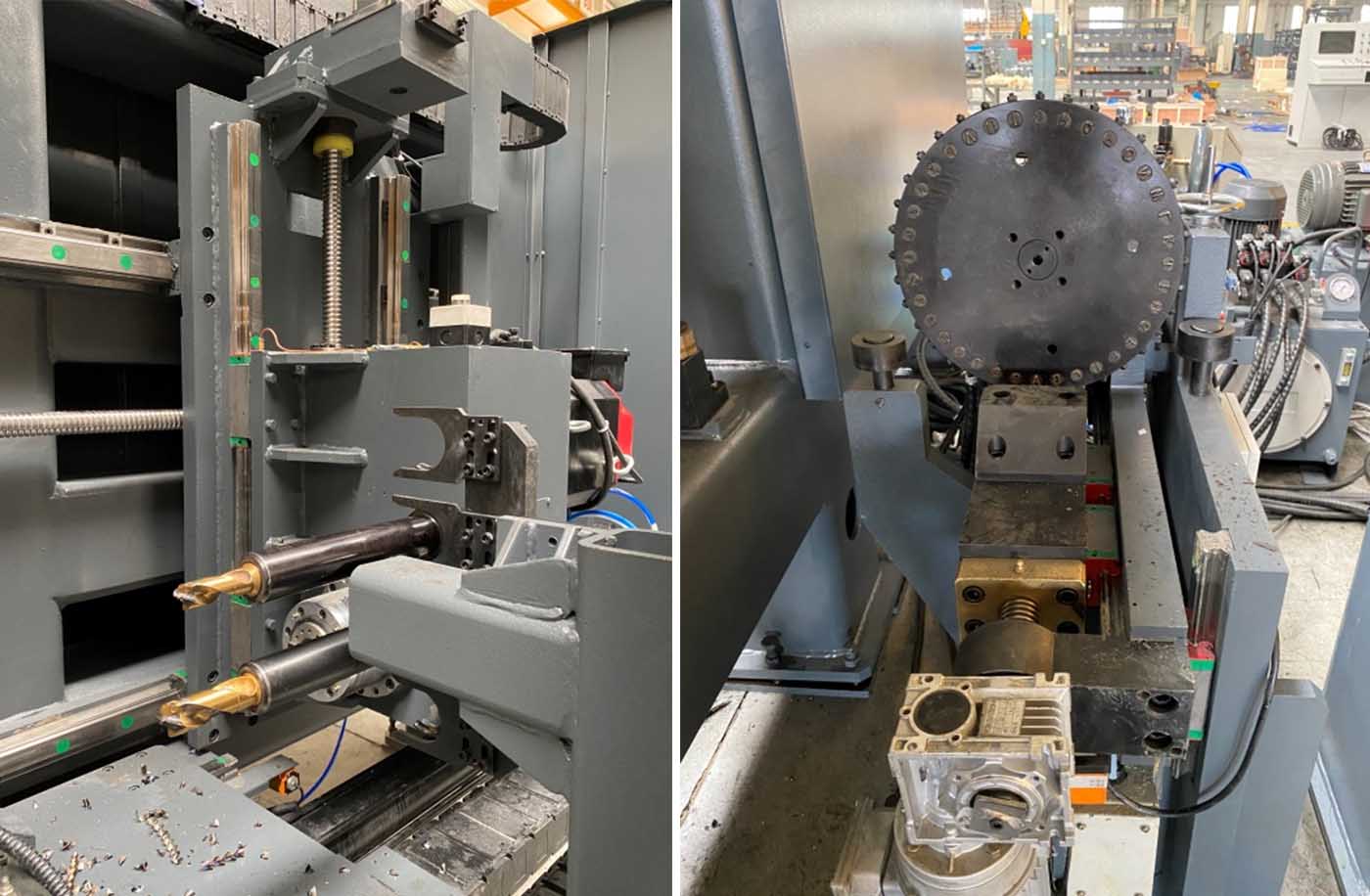
1. Corp robust al mașinii Fabricat din tablă de oțel sudată rezistentă și profil de oțel, după o procedură de tratament termic suficientă, cu o rigiditate suficient de bună și performanțe destul de fiabile.
2. Precizie ridicată de lucru Trei axe CNC Precizie foarte ridicată: Mișcarea în sus și în jos a celor două arbori laterali (partea axului fix și partea axului mobil) și mișcarea orizontală a părții în sus, precizia ridicată a tuturor celor 3 axe CNC este asigurată de o șină de ghidare liniară de bună calitate, de renume mondial, + servomotor CA + șurub cu bile.

3. Dispozitiv automat de măsurare a înălțimii inimii și a lățimii flanșei. Dispozitivul automat de măsurare a înălțimii inimii și a lățimii flanșei poate compensa toleranța operațiunii de găurire, dacă există, cauzată de conturul neregulat al profilului materialului, ceea ce asigură o precizie de lucru mai mare.
4. Precizie ridicată a poziției materialului de alimentare Există un comutator de focalizare fotoelectrică la portalul de alimentare al mașinii, care obține rapid reperul în direcția de alimentare, putând asigura o precizie foarte mare a poziției de alimentare chiar și după o perioadă lungă de funcționare.

5. Software avansat și convenabil de control electric. Software-ul poate crea automat un program de procesare prin citirea directă a desenului (cu formatul specificat), operatorul trebuie doar să introducă dimensiunea materialului, fără a fi nevoie de editare complicată a programului, ceea ce este foarte convenabil pentru funcționarea mașinii și îmbunătățește considerabil eficiența producției.
| Nu. | Nume | Bandă | Ţară |
| 1 | PLC-uri | Inowance | China |
| 2 | Ghidaje liniare | HIWIN/CSK | Taiwan |
| 3 | Servomotor | Inowance | China |
| 4 | Driver de server | Inowance | China |
| 5 | Supapă de control | ATOS | Italia |
| 6 | Supapă hidraulică | ATOS/Yuken | Italia |
| 7 | Pompă hidraulică | Justmark | Taiwan |
| 8 | Supapă hidraulică | Yuken/Justmark | Japonia/Taiwan |
| 9 | Ghidaje liniare | HIWIN/PMI | Taiwan |
| 10 | Lamă de ferăstrău cu bandă | WIKUS/Renault | Germană/SUA |



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 