





Mașină de marcat cu forfecare și perforare CNC cu canal în U și bare plate PUL14




| Lucru materialgamă | 80x43x5~140x60x8mm(Canalul U) |
| 40x3-80x8mm(Bară plată) | |
| Materialtip | Q235 |
| Forța nominală de perforare | 950KN |
| Diametrul maxim de perforarer | φ26mm(Rundăgaură) |
| φ22x60mm(Ovalgaură) | |
| Numărul de perforațiipoziții | 3 |
| Forța nominală de marcare | 630KN |
| Număr demarcaregrupuri | 4 |
| Număr demarcareper grup | 10 |
| Caracterdimensiune | 14x10x19mm |
| Forța nominală de forfecare | 750KN(bandă de oțel) |
| 1000KN(Canal-oţel) | |
| A tăia caleamod | Singurforfecare lamă |
| Maximmaterii primelungimeth | 9m |
| Maxim finalizatmateriallungime | 3m |
| Precizia de prelucrare | Îndeplinește cerințele GB/T 2694-2010 |
| Mod de răcire | răcire cu apă |
| Puterea totală a echipamentului | 33KW |
| Dimensiunile mașinii | 27x9x2.2m |
| Greutate netă | Aproximativ 14tone |
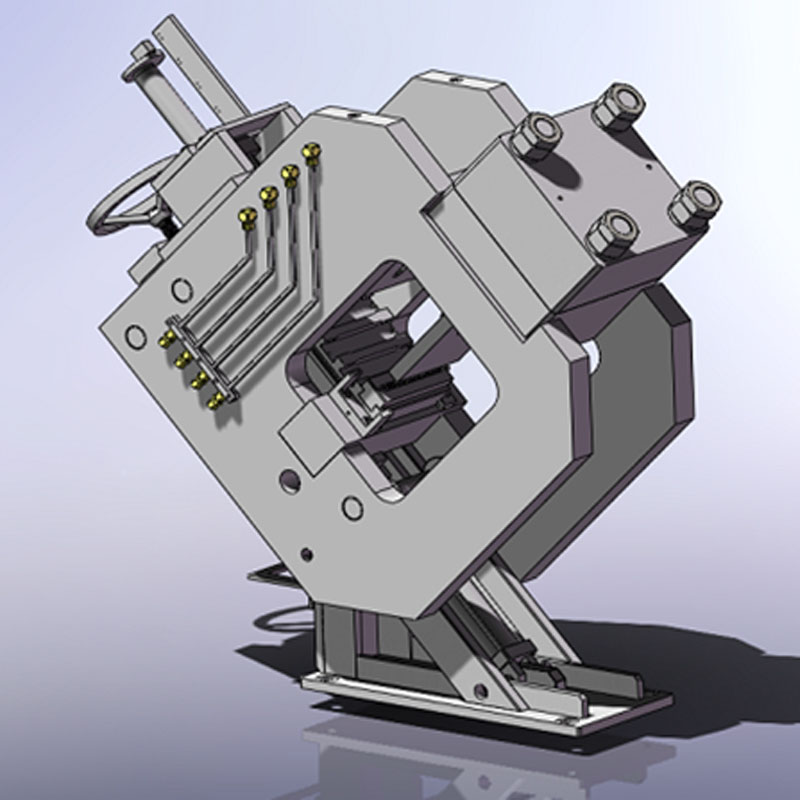
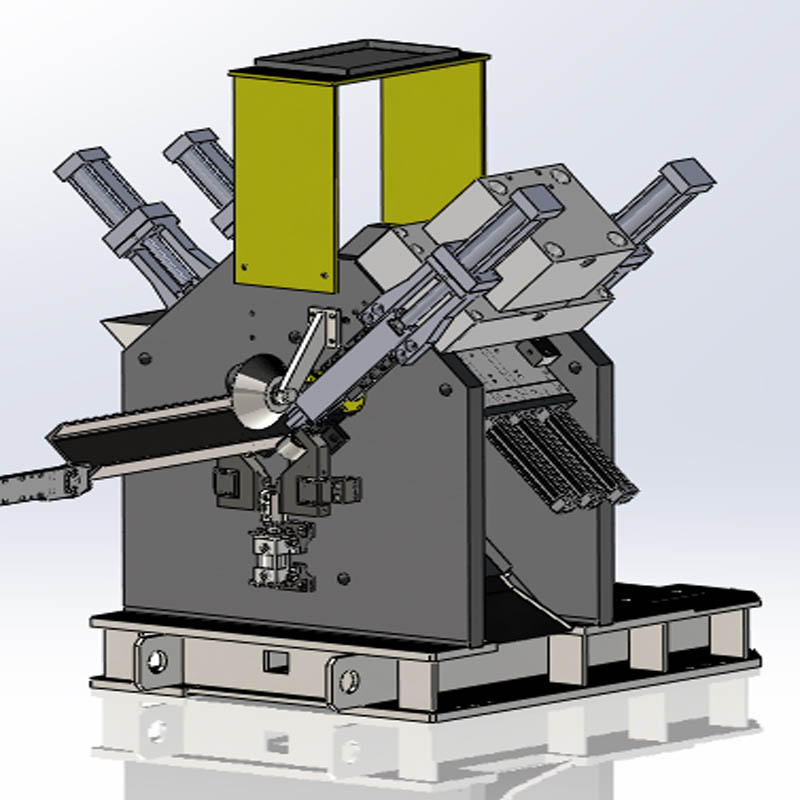
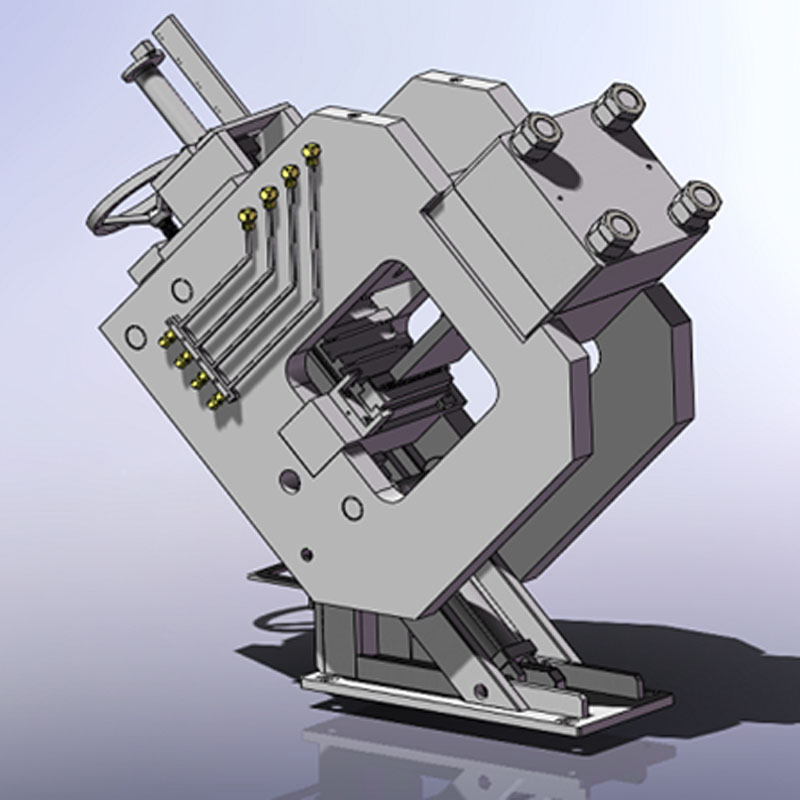
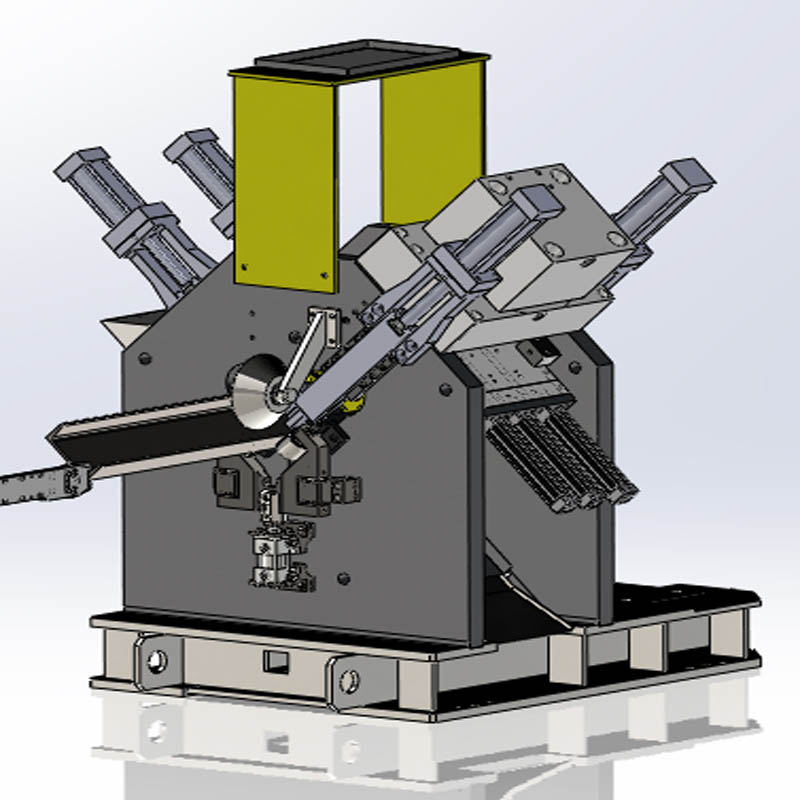
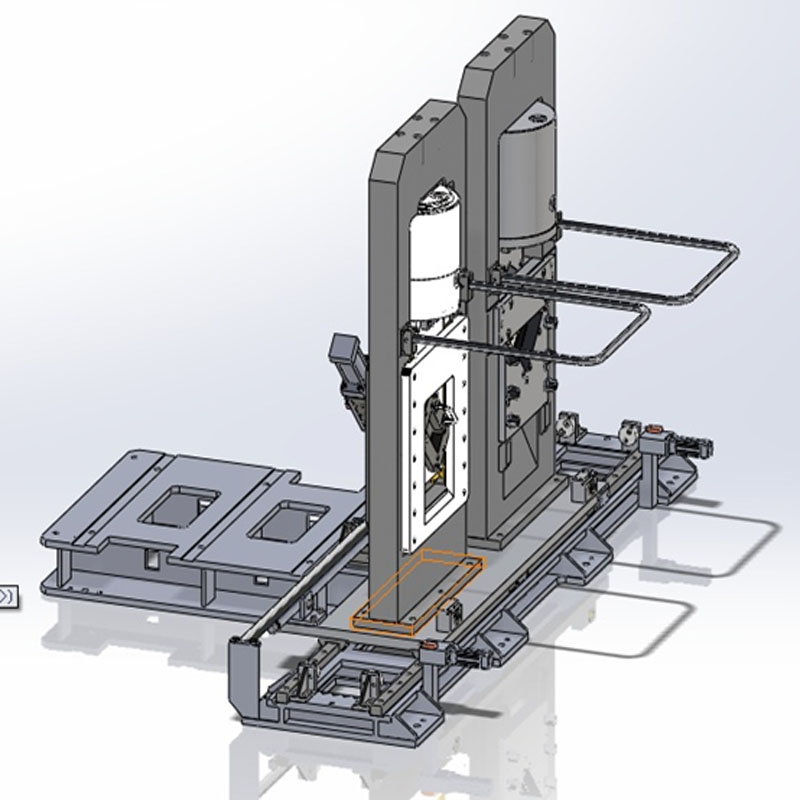
1. Mașina principală este formată din unitate de marcare, unitate de perforare și unitate de forfecare
① Unitatea de marcare adoptă un corp închis. Cu patru casete cu caractere interschimbabile, fiecare casetă poate conține 10 caractere; Materialul din oțel profilat poate fi marcat doar pe bandă.
② Unitatea de perforare adoptă un corp închis, care poate perfora trei găuri cu diametre diferite (gaură rotundă și gaură ovală) în material.
③ Unitatea de forfecare este formată din două dispozitive de forfecare: forfecare cu bare plate și forfecare cu canale. Mecanismul de tăiere cu o singură lamă este adoptat pentru a asigura o secțiune de tăiere precisă, reglarea convenabilă a spațiului de tăiere și economisirea materialului.
2. Materialul este fixat cu o clemă pneumatică și se mișcă rapid pentru poziționare. Materialul este acționat de un servomotor și de o cremalieră, cu o precizie ridicată de poziționare.
3. Transportorul transversal este compus din patru lanțuri cu blocuri deplasabile și corp de cadru, iar lanțul este acționat de motor prin intermediul reductorului.
4. Banda transportoare de ieșire este compusă dintr-o bandă transportoare și un cilindru. După ce materialul finit iese din partea principală a mașinii, acesta este rotit și trimis afară din linia de producție.
5. Mașina are trei axe CNC: mișcarea și poziționarea căruciorului de alimentare și mișcarea și poziționarea în sus și în jos a sculelor de perforare.
6. Programarea pe calculator este ușoară și poate afișa grafica materialului și dimensiunea coordonatelor poziției găurii, ceea ce este convenabil pentru inspecție. Este adoptat un management computerizat superior, care facilitează foarte mult stocarea și apelarea programului; Afișaj grafic; Diagnosticarea defecțiunilor și comunicarea la distanță.
7. Mod de răcire al grupului hidraulic: răcire cu apă sau răcire cu aer (opțional).
| NO | Nume | Marca | Ţară |
| 1 | Servomotor de curent alternativ | Delta/Schneider | Taiwan, China / Franța |
| 2 | PLC-uri | Yokogawa/ Schneider | Japonia / Franța |
| 3 | Modul de intrare | Yokogawa/ Schneider | Japonia / Franța |
| 4 | modul de ieșire | Yokogawa/ Schneider | Japonia / Franța |
| 5 | Modul de poziționare | Yokogawa/ Schneider | Japonia / Franța |
| 6 | Contactor | Siemens | Germania |
| 7 | Comutator motor | Siemens | Germania |
| 8 | Lanț de susținere | Cablu | Germania |
| 9 | Supapă electromagnetică de descărcare | ATOS | Italia |
| 10 | Supapă de siguranță | ATOS | Italia |
| 11 | Supapă direcțională electrohidraulică | JUSTMARK | Taiwan, China |
| 12 | Placă de tracțiune | AirTAC | Taiwan, China |
| 13 | Supapă de aer | AirTAC | Taiwan, China |
| 14 | Cilindru | SMC | Japonia |
| 15 | Duplex | SMC | Japonia |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 

