






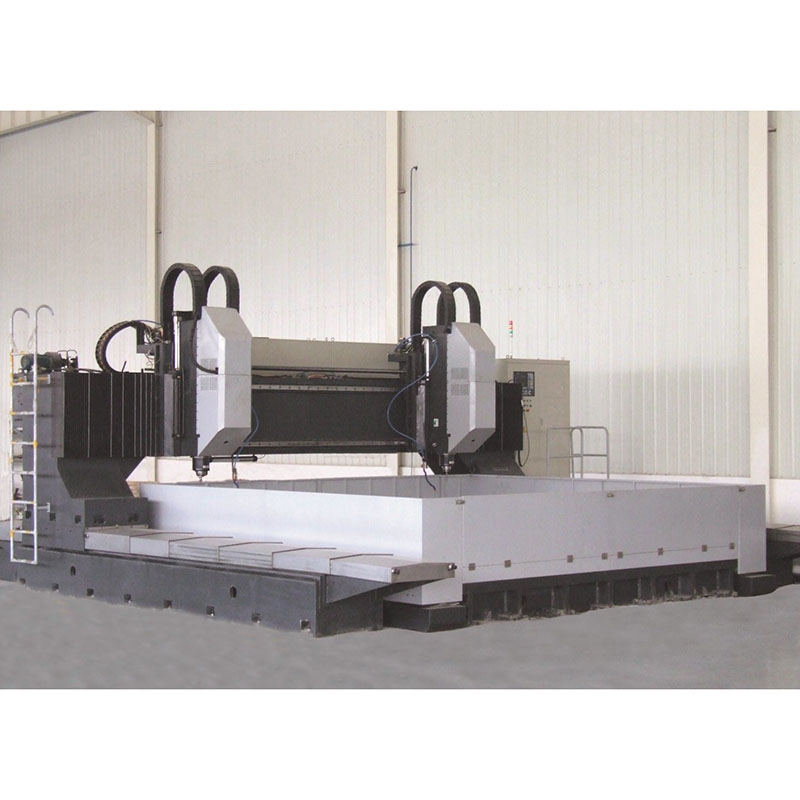
Mașină de găurit CNC cu portal seria PM (prelucrare rotativă)




| NO | Articol | Parametru | |||
| PM20A | PM25B | PM30B | |||
| 1 | Dimensiunea maximă a materialului | Dimensiunea de procesare | Φ800~Φ2000 mm | φ1000~φ2500mm | φ1300~φ3000mm |
| Maximmaterialgrosime | 300 mm | ||||
| 2 | Masă rotativă (C-axă) presiune statică | Diametrul mesei rotative | 2000 mm | Ф2500 mm | Ф3000 mm |
| Lățimea canalului în T | 36 mm | ||||
| Lpurtător de sarcină | 3T/m | 30T | 40T | ||
| Setați unitatea minimă de indexare | 0,001° | ||||
| Viteza de rotație pe axa C | 0-1 rot/min | ||||
| Precizia poziționării pe axa C | 8" (Personalizare specială) | ||||
| Precizia poziționării repetate pe axa C | 4" (Personalizare specială) | ||||
| Greutate | 17 tone | 17 tone | 19 tone | ||
| 3 | Cap de pată | Diametrul maxim al găurii de sondă | Φ96 mm | Φ60 mm (Burghiu din carbură) | Φ70 mm (Burghiu din carbură) |
| Diametru maxim de filetare | M30 | M45 | M56 | ||
| Viteza maximă a axului | 3000 rot/min | 2000 rot/min | |||
| Conicitatea axului | BT50 | ||||
| Puterea motorului axului | 45 kW | 30/41 kW | 30/45kW | ||
| Cuplul maxim al axului ≤ 250r/min | 1140/1560 Nm | ||||
| Cutie variabilă | 1:1,2/1:4,8 | ||||
| Distanța dintre fața frontală a axului și masa rotativă | 400-900 mm | 400-1050 mm | |||
| Distanța de la axa axului la centrul mesei rotative | 500-1700 mm | 650-1850 mm | |||
| 4 | Sistem hidraulic | Presiunea / debitul pompei hidraulice | 6,5 MPa/25 L/min | ||
| Puterea motorului pompei hidraulice | 3 kW | ||||
| 5 | Sistem electric | Sistem de control numeric | Siemens 828D | ||
| Număr de axe CNC | 3+1 | 3+1 | 3+1 | ||
| Puterea totală a motorului | despre75kW | aproximativ 50 kW | aproximativ 70 kW | ||
| 6 | Dimensiunile mașinii (L*l*Î) | Aaproximativ 5,8 * 4,2 * 5m | aproximativ 6,3*4.7*5m | ||
| 7 | Maîn magreutatea chinului | ≥17 tone | Mașină: Turelă hidrostatică de 20 tone:17T | Maşină20T Turelă hidrostatică:19T | |
1. Mașina este compusă în principal din pat și glisieră longitudinală, glisieră portală și glisieră transversală, mandrină de prindere automată, cap de găurire vertical cu piston, sistem hidraulic, sistem de răcire, sistem electric, lubrifiere automată și alte componente.

2. Berbecul în direcția Z este instalat vertical pe glisiera în direcția Y, care este ghidat de perechile de ghidaje cu role liniare de pe ambele părți ale berbecului, acționat de perechea de șuruburi de acționare acționată de servomotorul și echilibrat de cilindrul hidraulic.
3. Cilindrul hidraulic al capului de găurire de tip cilindru de alimentare CNC vertical în direcția Z este instalat pe placa glisantă mobilă în direcția Y a portalului mobil pentru echilibrare. Capul de găurire adoptă un motor special de conversie a frecvenței al axului principal și acționează axul principal prin intermediul curelei sincrone. Are un cuplu mare la turație redusă și poate suporta sarcini așchietoare mari. De asemenea, este potrivit pentru prelucrarea de mare viteză a sculelor din carbură.

4. Axul principal de găurire al acestei mașini este un ax de precizie taiwanez (răcire internă). Axul principal BT50 are un mecanism automat de broșare cu arc fluture.
5. Mandrina de prindere automată este utilizată pentru a prinde automat materialul inelar, iar forța de prindere este ușor de reglat. Mandrina este separată de platforma de prelucrare pentru a realiza o prindere automată rapidă și o funcționare fiabilă.
6. Șinele de ghidare pe axa X de pe ambele părți ale mașinii sunt instalate cu capac protector din oțel inoxidabil, iar șinele de ghidare pe axa Y sunt instalate cu capac protector flexibil la ambele capete, cu funcție de limitare ușoară.
7. Mașina este echipată cu transportor de așchii cu lanț plat, cutia de recepție a așchiilor este de tip basculant și sistem de răcire cu filtru de hârtie, iar agentul de răcire este reciclat.

8. Sistemul CNC al acestei mașini adoptă tehnologia spaniolă FAGOR8055, cu roată manuală electronică, funcții puternice și operare simplă. Este echipată cu computer superior și interfață RS232 și are funcții de previzualizare și verificare a procesării. Interfața de operare are funcții de dialog om-mașină, compensare a erorilor și alarmă automată.
| NO | Nume | Marca | Ţară |
| 1 | Ghidaj liniar cu role | HIWIN | Taiwan, China |
| 2 | Șurub cu bile | NEFF/IF | Germania |
| 3 | Masă rotativă Ф 2500 (presiune statică) | Grupul de mașini-unelte JIER | China |
| 4 | Sistem de control numeric | Siemens 828D | Germania |
| 5 | Servomotor de alimentare și driver | Siemens | Germania |
| 6 | Motorul principal | Siemens | Germania |
| 7 | Riglă de răzuire | FAGOR | Spania |
| 8 | Ax | Kenturn | Taiwan, China |
| 9 | Supapă hidraulică | ATOS | Italia |
| 10 | Pompă de ulei | Justmark | Taiwan, China |
| 11 | Sistem automat de lubrifiere | BIJUR | STATELE UNITE ALE AMERICII |
| 12 | Pompă de răcire | Pompe Fengchao | China |
| 13 | Buton, indicator luminos și alte componente electrice principale | Schneider | Franţa |
| 14 | Tcaz de transmitere | GTP | Taiwan, China |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 

