



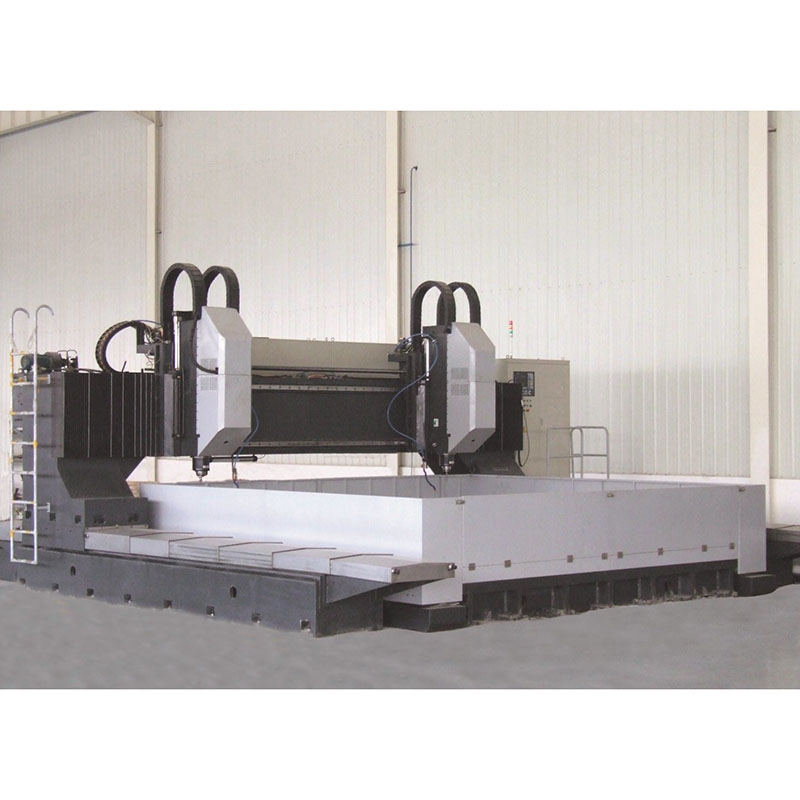



Mașină de găurit mobilă CNC Gantry seria PLM




| Itemă | Name | parametru | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Prelucrare maximămaterialdimensiune | Lungime x lățime | 3000*3000 mm | 4000×4000 mm | 5000×5000 mm | 5000×5000 mm |
| Grosimea maximă a plăcii prelucrate | 250 mm, Scalabil până la 380 mm | ||||
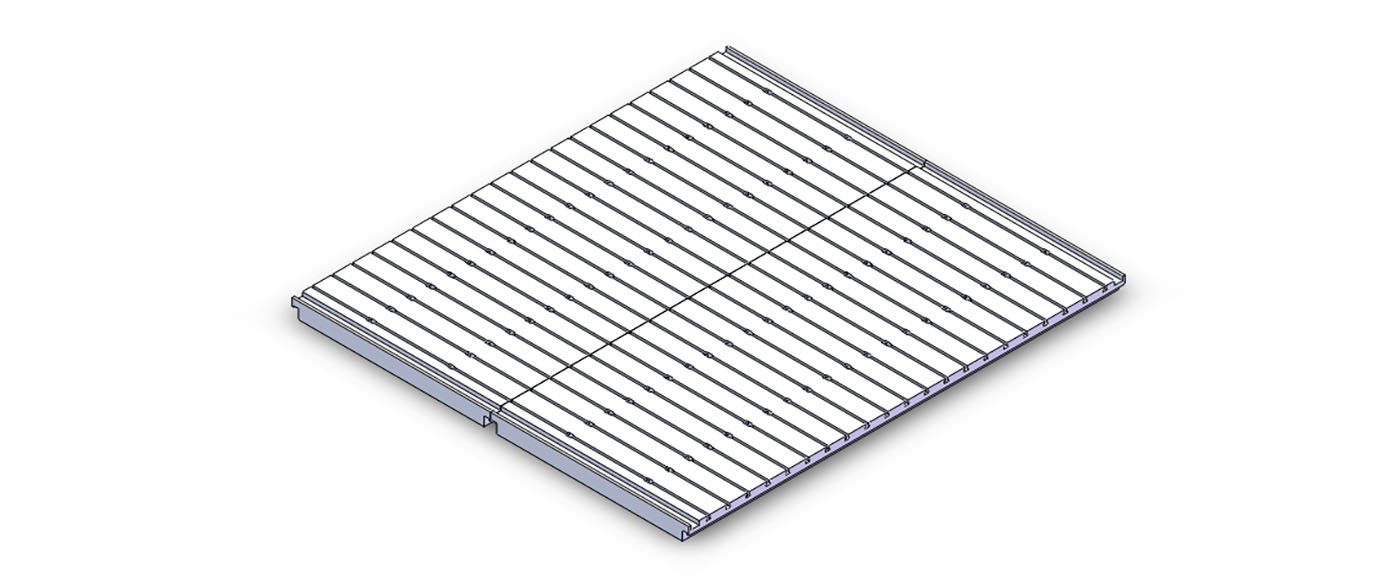
| Lucrumasă | Dimensiunea bancului de lucru | 3500 × 3000 mm | 4500×4000 mm | 5500×4000 mm | 5500×4000 mm |
| Lățimea canelurii în T | 28 mm | ||||
| Lpurtător de sarcină | 3tons/㎡ | ||||
| ForajAx | Maximforajdiametrul găurii | φ60 mm | |||
| Raport maximlungimea sculei în funcție de diametrul găurii | ≤10(Coroanăcarburăburghiu) | ||||
| AxRPM | 30-3000 rot/min | ||||
| Conicitatea axului | BT50 | ||||
| Puterea motorului axului | 2×22kW | ||||
| Cuplu maxim al axuluin≤750 rot/min | 280 Nm | ||||
| Distanța de la fața inferioară aaxla masa de lucru | 280—780 mm (Ajustați în funcție dematerialgrosime) | ||||
| Mișcare longitudinală a portalului (axa x) | Cursă maximă | 3000 mm | 4000 mm | 5000 mm | |
| Viteza de mișcare pe axa X | 0—8 m/min | ||||
| Puterea servomotorului pe axa X | 2×2,7 kW | ||||
| Pprecizia poziționării | Axa X、Axa Y | 0,06 mm/ întregaccident vascular cerebral | 0,08 mm/ întregaccident vascular cerebral | 0.10 mm/ întregaccident vascular cerebral | |
| Precizia poziționării repetate | Axa X、Axa Y | 0,035mm/ întregaccident vascular cerebral | 0,04 mm/ întregaccident vascular cerebral | 0,05 mm/ întregaccident vascular cerebral | |
| Sistem hidraulic | Presiunea / debitul pompei hidraulice | 15MPa /25L/min | |||
| Puterea motorului pompei hidraulice | 3,0 kW | ||||
| Sistem pneumatic | Presiunea de alimentare cu aer | 0,5 milioanepa | |||
| Îndepărtarea și răcirea așchiilor | Tipul de transportor de așchii | Lanț plat | |||
| Numărul de transportoare de așchii | 2 | ||||
| Viteza de îndepărtare a așchiilor | 1 m/min | ||||
| Puterea motorului transportorului de așchii | 2×0,75kW | ||||
| Mod de răcire | Răcire internă + răcire externă | ||||
| Presiune maximă | 2MPa | ||||
| Debit maxim | 2×50L/min | ||||
| Sistem electric | CNC | Siemens 828D | |||
| CNCaxăNumăr | 6 | ||||
| Putere totală a motorului | Aproximativ 75 kW | ||||
| Dimensiunile totale ale mașinii-unelte | Lungime × Lățime × Înălțime | Despre 8m × 8m × 3m | Despre9m×9m × 3 m | Despre10m×10m × 3 m | Despre10m×10m × 3 m |
| Greutatea totală a mașinii-unelte | Aproximativ 32 de tone | Despre40t | Despre48t | ||
1. Această mașină este compusă în principal din pat și coloană, grindă și masă glisantă orizontală, cutie de alimentare cu cilindru vertical, masă de lucru, transportor de așchii, sistem hidraulic, sistem pneumatic, sistem de răcire, sistem centralizat de lubrifiere, sistem electric etc.

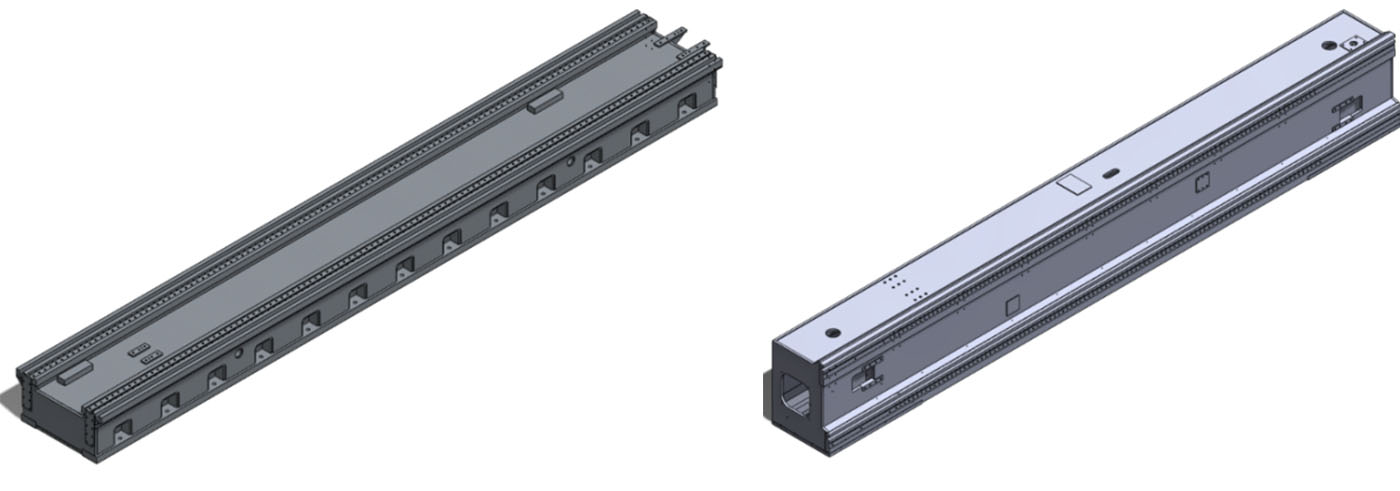
2. Bază de rulment de înaltă rigiditate, rulmentul adoptă un rulment special cu șurub de înaltă precizie. Suprafața de montare extra-lungă a bazei asigură rigiditate axială. Rulmentul este pre-strâns cu o piuliță de blocare, iar șurubul de acționare este pre-tensionat. Gradul de întindere este determinat în funcție de deformarea termică și alungirea șurubului de acționare pentru a se asigura că precizia de poziționare a șurubului de acționare nu se modifică după creșterea temperaturii.
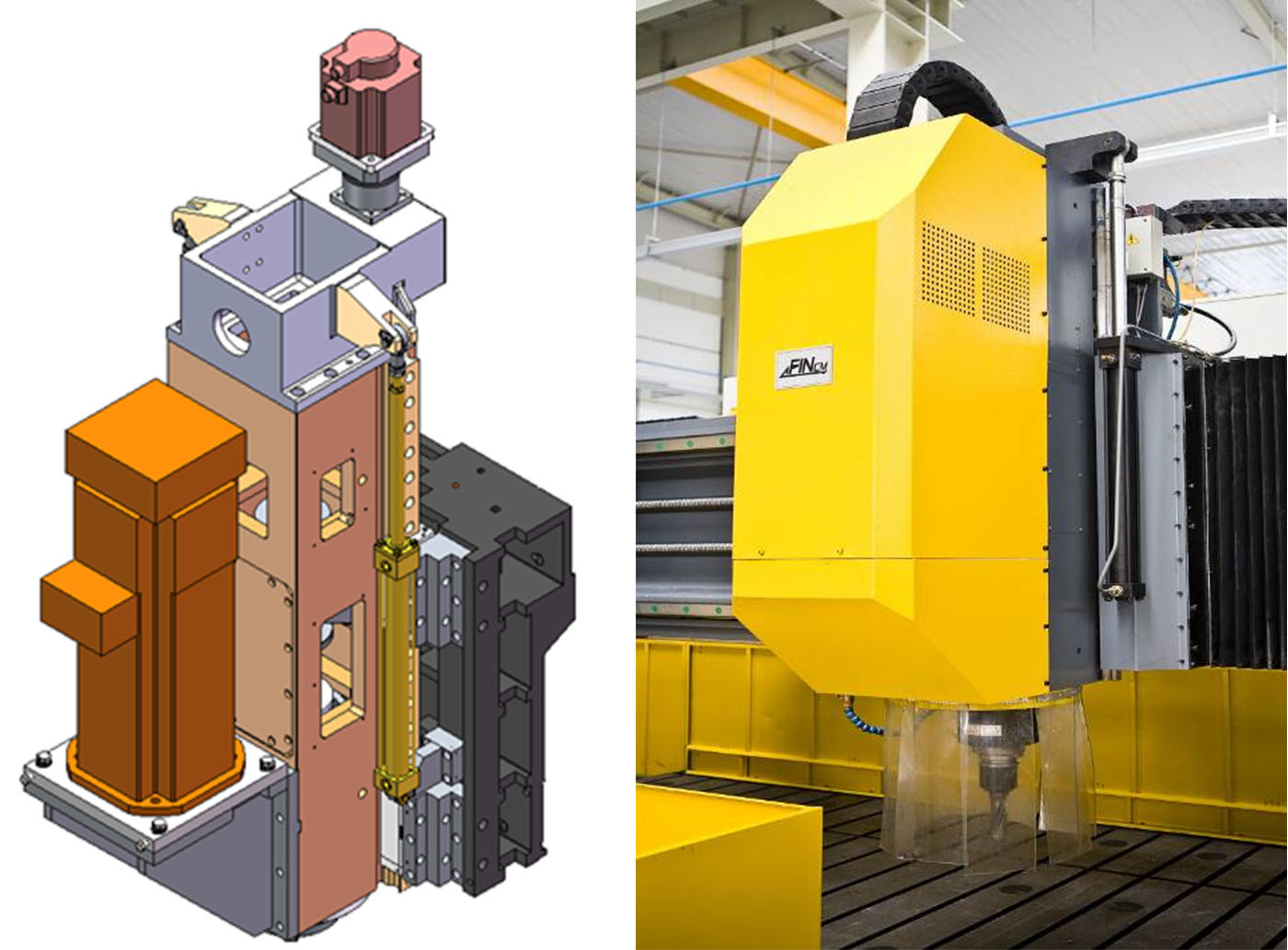
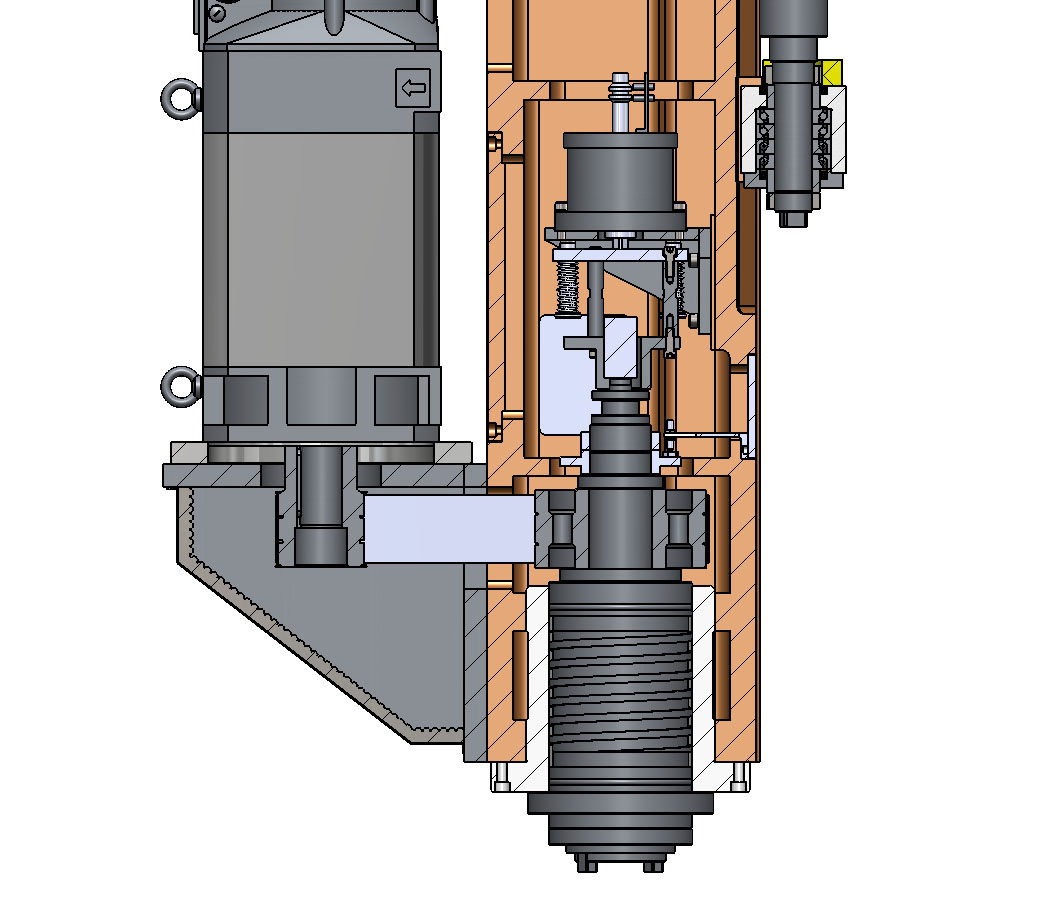
Cap de foraj și frezare
3. Mișcarea verticală (axa Z) a capului motor este ghidată de o pereche de ghidaje liniare cu role, dispuse pe cilindru, cu o precizie bună de ghidare, rezistență ridicată la vibrații și coeficient de frecare scăzut. Acționarea șurubului cu bile este acționată de un servomotor prin intermediul unui reductor planetar de precizie, care are o forță de avans mare.
4. Această mașină adoptă două transportoare cu lanț plat pentru așchii, pe ambele părți ale mesei de lucru. Așchiile de fier și lichidul de răcire sunt colectate în transportorul de așchii, iar așchiile de fier sunt transportate către transportorul de așchii, ceea ce este foarte convenabil pentru îndepărtarea așchiilor; lichidul de răcire este reciclat.
5. Această mașină oferă două metode de răcire - răcire internă și răcire externă, care asigură o lubrifiere și o răcire suficiente a sculei șimaterialîn timpul așchierii, ceea ce garantează mai bineburghiucalitate ridicată. Cutia de răcire este echipată cu componente de detectare a nivelului de lichid și de alarmă, iar presiunea standard de răcire este de 2 MPa.
Ax de precizie
6. Șinele de ghidare pe axa X de pe ambele părți ale mașinii sunt echipate cu capace de protecție din oțel inoxidabil, iar șinele de ghidare pe axa Y sunt echipate cu capace de protecție flexibile la ambele capete.

Transportor de așchii
Dispozitiv de răcire
Dispozitiv automat de lubrifiere
7. Această mașină este echipată și cu un detector fotoelectric de margini pentru a facilita poziționarea plăcii circulare.

Sistem CNC Siemens
| NU. | Nume | Marca | Ţară |
| 1 | Șină de ghidare liniară | HIWIN sau PMI | Taiwan, China |
| 2 | Sistem de control CNC | Siemens | Germania |
| 3 | Servomotor și driver | Siemens | Germania |
| 4 | Ax de precizie | KENTURN sau SPINTECH | Taiwan, China |
| 5 | Supapă hidraulică | YUKEN SAU Justmark | Japonia |
| 6 | Pompă de ulei | Justmark | Taiwan, China |
| 7 | Sistem automat de lubrifiere | BIJUR SAU HERG | SUA sau Japonia |
| 8 | Butoane, lumini indicatoare și alte componente electrice principale | SCHBEIDER/ABB | Franța / Germania |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 
