







Mașină de găurit CNC cu plăci mobile cu portal PLD7030-2




| Maximplacădimensiune | Lungime x lățime | 7000x3000 mm |
| Tgrosime | 200 mm | |
| Masă de lucru | Dimensiunea canelurii în T | 22 mm |
| Cap de foraj | Cantitate | 2 |
| Forajgaurăinterval de diametre | Φ12-Φ50mm | |
| RPM(frecvență variabilă) | 120-560 rot/min | |
| Conicitatea Morse a axului | Nr. 4 | |
| Puterea motorului axului | 2X7.5kW | |
| Mișcare longitudinală a portalului (axa x) | Cursa pe axa X | 10000 mm |
| Viteza de mișcare pe axa X | 0-8 m/min | |
| Puterea servomotorului pe axa X | 2x2,0 kW | |
| Mișcarea laterală a capului de putere (axa Y) | Axa Y de deplasare | 3000 mm |
| Viteza de mișcare pe axa Y | 0-8 m/min | |
| Puterea servomotorului pe axa Y | 2X1.5kW | |
| Mișcarea de alimentare a capului motorizat (axa Z) | Cursa pe axa Z | 350 mm |
| Viteză de avans pe axa Z | 0-4000 mm/min | |
| Puterea servomotorului pe axa Z | 2X1.5kW | |
| Transportor de așchii și răcire | Puterea motorului transportorului de așchii | 0,75 kW |
| Puterea motorului pompei de răcire | 0,45 kW | |
| Esistem electric | Sistem de control | PLC+ computer superior |
| Număr de axe CNC | 4 |
1. Poziția coordonatelor găurii poate fi poziționată rapid cu o viteză de 8 m/min, iar timpul auxiliar este relativ scurt.
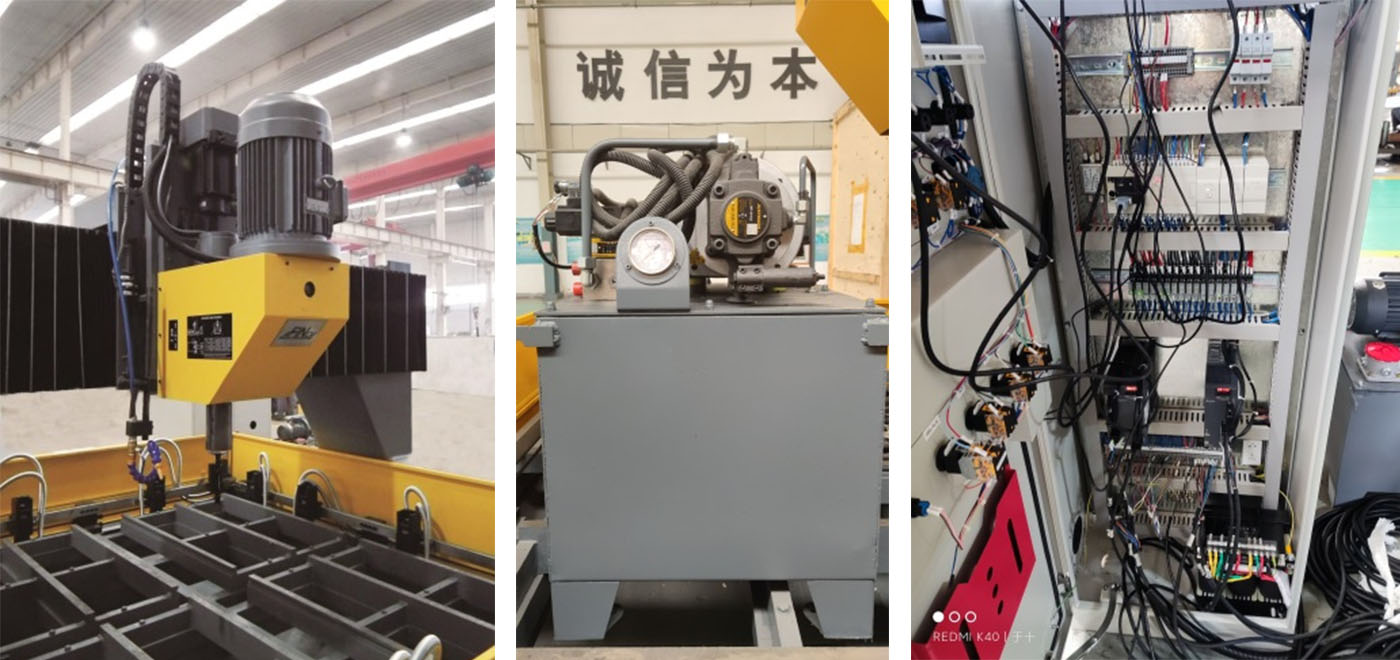
2. Mașina este echipată cu un cap de găurire cu masă glisantă și alimentare servo. Motorul principal al capului de găurire adoptă o reglare continuă a vitezei cu frecvență, iar viteza de avans adoptă o reglare continuă servo, ceea ce este convenabil în operare.
3. După setarea cursei de avans a găuririi, aceasta are funcție de control automat.
4. Alezajul conic al axului este Morse nr. 4 și este echipat cu manșon de reducție Morse nr. 4/3, care poate fi utilizat pentru instalarea burghielor cu diametre diferite.
5. Structura mobilă tip portal este adoptată, mașina acoperă o suprafață mică, iar structura este rezonabilă.
6. Mișcarea pe axa X a portalului este ghidată de două perechi de ghidaje liniare cu role, cu capacitate portantă mare, care sunt flexibile.
7. Mișcarea pe axa Y a scaunului glisant al capului motorizat este ghidată de două perechi de ghidaje liniare cu role și acționată de un servomotor de curent alternativ și o pereche de șuruburi cu bile de precizie, ceea ce asigură o precizie ridicată a poziției de găurire.
9. Mașina este echipată cu un dispozitiv de reglare a sculei cu arc central, care poate determina cu ușurință poziția flanșei.
10. Este echipat cu un dispozitiv de îndepărtare a așchiilor și un rezervor de lichid de răcire. O pompă de răcire circulă lichidul de răcire pentru găurirea cu ax principal, pentru a îmbunătăți performanța de găurire și durata de viață a burghiului.

11. Programul de control adoptă un PLC și este echipat cu un computer superior pentru a facilita stocarea și introducerea programului de procesare a plăcilor, iar operarea este simplă. Platforma software este un sistem de ferestre, cu o interfață de operare prietenoasă, o gestionare clară și eficientă a resurselor și o funcție puternică de programare; dimensiunea plăcii poate fi introdusă manual de la tastatură sau prin interfața U-disk.
| NU. | Nume | Marca | Ţară |
| 1 | Lșină de ghidare intraauriculară | HIWIN/CSK | Taiwan, China |
| 2 | PLC-uri | Mitsubishi | Japonia |
| 3 | Servomotor și driver | Mitsubishi | Japonia |
| 4 | Lanț de tracțiune | JFLO | China |
| 5 | Buton, martor luminos | Schneider | Franţa |
| 6 | Șurub cu bile | PMI | Taiwan, China |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 
Categorii de produse
-

Mașină de găurit CNC de mare viteză PHD1616S pentru...
-

Document tehnic de tip PDDL2016, Sistem inteligent...
-

Mașină de găurit CNC de mare viteză PHD3016 și PHD4030...
-

Mașină de găurit CNC PHD2020C pentru plăci de oțel
-

Mașină de găurit CNC PLD2016 pentru plăci de oțel
-

Mașină de găurit CNC mobilă cu portal PLD3030A și PLD4030...