







Mașină de găurit CNC pentru plăci mobile cu portal PLD3020N




| Placădimensiune | Grosimea suprapunerii plăcii | Max. 100 mm |
| Width × lungime | 3000 mm × 2000 mmO singură bucată | |
| 1500 mm × 2000 mmTdouă piese | ||
| 1000 mm × 1500 mmPatruPiese | ||
| Paxa principală | Qschimbă rapid mandrina | Găuri conice Morse 3 și 4 |
| Burghiugaurădiametru | Φ12-Φ50mm | |
| Mod cu viteză variabilă | Viteza variabilă continuă a convertorului de frecvență | |
| RPM | 120-560 rot/min | |
| Lungimea cursei | 180 mm | |
| Avans de prelucrare | Reglare hidraulică continuă a vitezei | |
| Placăprindere | Grosimea de prindere | 15-100 mm |
| Numărul de cilindri de prindere | 12 | |
| Forță de strângere | 7,5 noduri | |
| Lichid de răcire | Modă | Circulație forțată |
| Emașini electrice | Motorul axului | 5,5 kW |
| Motorul pompei hidraulice | 2,2 kW | |
| Motorul transportorului de așchii | 0,4 kW | |
| Motorul pompei de răcire | 0,25 kW | |
| Servomotor pe axa X | 1,5 kW × 2 | |
| Servomotor pe axa Y | 1,0 kW | |
| Dimensiunile mașinii | lungime × lățime × înălțime | Aproximativ 6183 × 3100 × 2850 mm |
| greutate | Maşină | Aproximativ 5500 kg |
| Sistem de îndepărtare a așchiilor | Aproximativ 400 kg | |
| Numărul de axe de control | X. Y (control punctual) Z (ax, avans hidraulic) | |
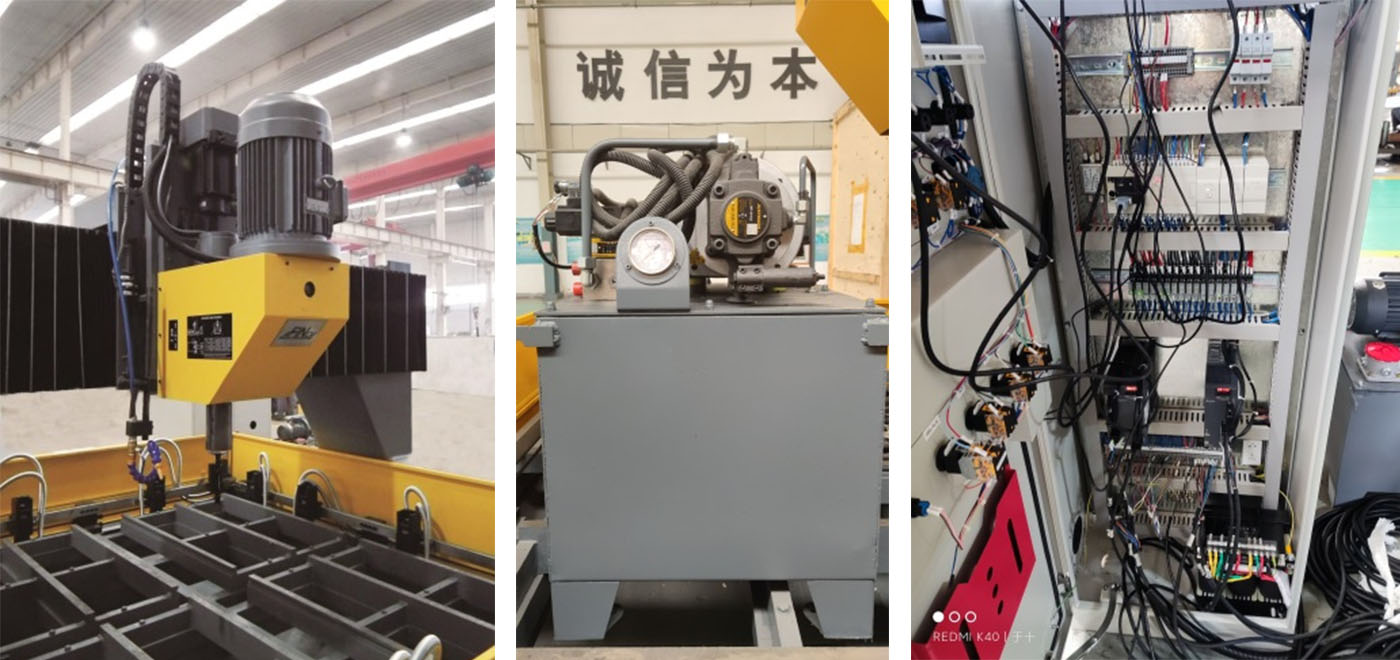
1. Mașina-unealtă este alcătuită în principal din pat, portal, cap de foraj, sistem hidraulic, sistem de control, sistem centralizat de lubrifiere, sistem de îndepărtare a așchiilor, sistem de răcire, mandrină cu schimbare rapidă etc.
2. Capul de acționare hidraulic automată a cursei este o tehnologie brevetată a companiei noastre. Înainte de utilizare, nu este necesar să setați niciun parametru, ci convertirea automată a avansului rapid, a lucrului înainte și înapoi, realizându-se prin combinarea hidraulicii mecanice și electrice.
3. Placa este fixată cu o clemă hidraulică, iar operatorul este controlat de o pedală, ceea ce este convenabil și economisește forța de muncă; Până la 3000 per piesă × 2000 mm, plăcile mici pot fi fixate în cele patru colțuri ale bancului de lucru, ceea ce scurtează semnificativ perioada de pregătire a producției și îmbunătățește eficiența producției.
4. Această mașină-unealtă are două axe CNC: mișcarea portalului (axa x); mișcarea capului de foraj pe grinda portalului (axa Y). Fiecare axă CNC este ghidată de un ghidaj liniar de precizie, acționat de un servomotor de curent alternativ și un șurub cu bile. Mișcare flexibilă și poziționare precisă.

5. Mașina-unealtă adoptă un sistem centralizat de lubrifiere în locul funcționării manuale, asigurând o bună lubrifiere a pieselor funcționale, îmbunătățind performanța mașinii și prelungind durata de viață a acesteia.
6. Răcirea burghiului mașinii se face prin circulație a apei, iar duza universală este instalată pe cutia axului de găurire, iar lichidul de răcire este pulverizat întotdeauna în locul de găurire al plăcii. Mașina este echipată cu un dispozitiv de circulație a filtrului de răcire. Patul este echipat cu un dispozitiv de îndepărtare a așchiilor, care poate elimina automat așchiile.
7. Programul de control adoptă software-ul de programare computerizată superior, dezvoltat de compania noastră și compatibil cu controlerul programabil.
| NU. | Nume | Marca | Ţară |
| 1 | Șină de ghidare liniară | CSK/HIWIN | Taiwan (China) |
| 2 | Pompă hidraulică | Doar Marcu | Taiwan (China) |
| 3 | Supapă electromagnetică | Atos/YUKEN | Italia/Japonia |
| 4 | Servomotor | Inovație | China |
| 5 | Servomotor | Inovație | China |
| 6 | PLC-uri | Inovație | China |
| 7 | Calculator | Lenovo | China |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 
Categorii de produse
-

Mașină de găurit CNC pentru plăci mobile cu portal PLD3016
-

Mașină de găurit CNC de mare viteză PHD1616S pentru...
-

Mașină de găurit CNC mobilă cu portal cu masă dublă PD16C...
-

Mașină de găurit CNC PHD2020C pentru plăci de oțel
-

Mașină de găurit CNC cu plăci mobile cu portal PLD7030-2
-

Document tehnic de tip PDDL2016, Sistem inteligent...