




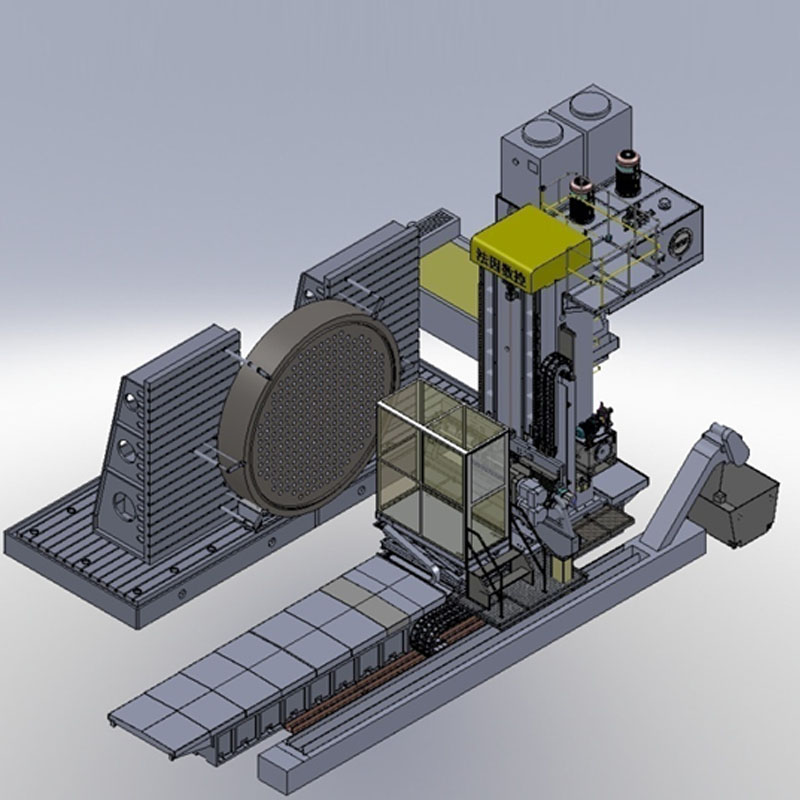

Mașină de găurit adânc CNC orizontală cu două axe




| Articol | Nume | Valoarea parametrului | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
| Dimensiunea plăcii tubulare | Maximforajdiametru | φ2500mm | Φ4000mm | φ5000mm | |||
| Diametrul găurii de sondă | Exercițiu BTA | φ16~φ32 mm | φ16~φ40 mm | ||||
| Adâncimea maximă de găurire | 750 mm | 800 mm | 750 mm | ||||
| ForajAx | Cantitate | 2 | |||||
| Distanța dintre centrele axului (reglabilă) | 170-220 mm | ||||||
| Axdiametrul rulmentului frontal | φ65mm | ||||||
| Viteza axului | 200~2500 rot/min | ||||||
| Puterea motorului cu frecvență variabilă a axului | 2×15kW | 2×15Kw/20,5 kW | 2×15kW | ||||
| Mișcarea longitudinală a glisării (X-axă) | Accident vascular cerebral | 3000 mm | 4000 mm | 5000 mm | |||
| Viteză maximă de mișcare | 4m/min | ||||||
| Puterea servomotorului | 4,5 kW | 4,4 kW | 4,5 kW | ||||
| Mișcarea de glisare verticală a coloanei (axa Y) | Accident vascular cerebral | 2500 mm | 2000 mm | 2500 mm | |||
| Viteză maximă de mișcare | 4m/min | ||||||
| Puterea servomotorului | 4.5KW | 7,7 kW | 4.5KW | ||||
| Mișcarea dublului glisieră de alimentare a axului (axa Z) | Accident vascular cerebral | 2500mm | 2000 mm | 900 mm | |||
| Viteză de avans | 0~4m/min | ||||||
| Puterea servomotorului | 2KW | 2,6 kW | 2,0 kW | ||||
| Sistem hidraulic | Presiunea / debitul pompei hidraulice | 2,5~5MPa,25L/min | |||||
| Puterea motorului pompei hidraulice | 3 kW | ||||||
| Sistem de răcire | Capacitatea rezervorului de răcire | 3000L | |||||
| Putere frigider industrial | 28,7 kW | 2*22KW | 2*22KW | 2*14KW | |||
| Esistem electric | CNCsistem | FAGOR8055 | Siemens828D | FAGOR8055 | FAGOR8055 | ||
| Număr deCAxe NC | 5 | 3 | 5 | ||||
| Puterea totală a motorului | Aproximativ 112KW | Despre125 kW | Aproximativ 112KW | ||||
| Dimensiunile mașinii | Lungime × lățime × înălțime | Aproximativ 13 × 8,2 × 6,2 m | 13*8,2*6,2 | 14*7*6m | 15*8,2*6,2m | ||
| Greutatea mașinii | Aproximativ 75 de toneons | Despre70 de tone | Aproximativ 75 de toneons | Aproximativ 75 de toneons | |||
| Precizie | Precizia poziționării pe axa X | 0,04 mm / lungime totală | 0,06mm/ lungime totală | 0,10mm/ lungime totală | |||
| Precizia poziționării repetate pe axa X | 0,02 mm | 0,03 mm | 0,05 mm | ||||
| Precizia poziționăriiY-axă | 0,03 mm/ lungime totală | 0,06 mm/lungime totală | 0,08 mm/lungime totală | ||||
| Precizia poziționării repetate pe axa Y | 0,02 mm | 0,03 mm | 0,04 mm | ||||
| Toleranța găuriisspațiere | At ForajIntrarea instrumentului Fas | ±0,06 mm | ±0,10 mm | ±0,10mm | |||
| At BurghiuInstrument de export față | ±0,5 mm/750 mm | ±0,3-0,8 mm/800 mm | ±0,3-0,8 mm/800 mm | ±0,4nn750mm | |||
| Rotunjimea găurii | 0,02 mm | ||||||
| Dimensiunea găuriiprecizie | IT9~IT10 | ||||||
1. Această mașină aparține categoriei de mașini de găurit orizontale adânci. Precizia patului de turnare este stabilă, pe care se află o masă glisantă longitudinală, care susține coloana pentru mișcarea longitudinală (direcția X); coloana este echipată cu o masă glisantă verticală, care susține masa glisantă de avans a axului principal pentru mișcarea verticală (direcția Y); masa glisantă de avans a axului principal acționează axul principal pentru mișcarea de avans (direcția Z).

2. Axele X, Y și Z ale mașinii sunt ghidate de perechi de ghidaje liniare cu role, care au o capacitate portantă extrem de mare și performanțe dinamice superioare, fără goluri și precizie ridicată a mișcării.
3. Masa de lucru a mașinii este separată de platformă, astfel încât materialul fixat să nu fie afectat de vibrațiile platformei. Masa de lucru este fabricată din fontă cu o precizie stabilă.
4. Mașina are două arbori, care pot funcționa simultan. Eficiența mașinii este aproape dublă față de cea a mașinii cu un singur arbore.
5. Mașina este echipată cu un dispozitiv automat de îndepărtare a așchiilor cu lanț plat. Așchiile de fier generate de unealta de găurire sunt trimise către dispozitivul de îndepărtare a așchiilor cu lanț prin intermediul benzii transportoare de îndepărtare a așchiilor, iar îndepărtarea așchiilor funcționează automat.

6. Mașina este echipată cu un sistem automat de lubrifiere, care poate lubrifia în mod regulat piesele care urmează să fie lubrifiate, cum ar fi șina de ghidare și șurubul, asigurând eficient funcționarea stabilă a mașinii și îmbunătățind durata de viață a fiecărei piese.
7. Sistemul de control numeric al mașinii este adoptat de sistemul de control numeric Simens828D/FAGOR8055, care este echipat cu roată de mână electronică, fiind astfel convenabil pentru operare și întreținere.

| NO | Nume | Marca | Ţară |
| 1 | Lșină de ghidare intraauriculară | HIWIN/PMI | Taiwan (China) |
| 2 | CNCsistem | SIEMENS | Germania |
| 3 | Reductor planetar | APEX | Taiwan (China) |
| 4 | Îmbinare de răcire internă | DEUBLIN | STATELE UNITE ALE AMERICII |
| 5 | Pompă de ulei | JUSTMARK | Taiwan (China) |
| 6 | Supapă hidraulică | ATOS | Italia |
| 7 | Servomotor de alimentare | Panasonic | Japonia |
| 8 | Comutator, buton, martor luminos | Schneider/ABB | Franța / Germania |
| 9 | Sistem automat de lubrifiere | BIJUR/HERG | SUA / Japonia |
Notă: Furnizorul menționat mai sus este cel standard. Componentele pot fi înlocuite cu componente de aceeași calitate, de la alte mărci, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 