








Mașină de perforat și găurit hidraulică CNC




| NU. | Articol | Parammetru | |||||||
| PP(D)103B | PP123 | PPHD123 | PP153 | PPHD153 | |||||
| 1 | Forță maximă de perforare | 1000KN | 1200KN | 1500KN | |||||
| 2 | Dimensiunea maximă aplacă | 775 * 1500 mm | 800 * 1500 mm | 775 * 1500 mm | 800 * 1500 mm | ||||
| 3 | Grosimeaplacă | 5-25 mm | |||||||
| 4 | Diametru maxim de perforare | φ25,5 mm (16Mn, grosime 20 mm, Q235, grosime 25 mm) | Φ30mm | ||||||
| 5 | Numbrăstația de matriță | 3 | |||||||
| 6 | Distanța minimă dintre gaură și marginea plăcii | 25 mm | 30 mm | ||||||
| 7 | Max.marcaforță dominantă | 800kN | 1000KN | 800KN | 1200KN | ||||
| 8 | Numărși dimensiunea caracterului | 10 (14*10 mm) | 16 (14 * 10 mm) | 10 (14×10 mm) | |||||
| 9 | Diametrul de găurire (burghiu spiralat din oțel rapid) (Cu funcție de găurire) | φ16 ~ φ50mm(PPD103B) | φ16 ~ φ40 mm | φ16 ~ φ40mm | |||||
| 10 | Viteza de rotație a axului de găurire (cu funcție de găurire) | 120-560 rot/min(PPD103B)) | 3000 rot/min | 120-560 rot/min | |||||
| 11 | Puterea motorului pompei hidraulice | 15 kW | 22 kW | 15 kW | 45 kW | ||||
| 12 | Puterea servomotorului pentru axele X și Y (axe) | 2*2kw | |||||||
| 13 | Forța de aer comprimat × cantitatea descărcată | 0,5MPa × 0,1m3/min | |||||||
| 14 | Dimensiune totală | 3100 * 2988 * 2720 mm | 3,6*3,2*2,3m | 3,65*2,7*2,35 mm | 3,62*3,72*2,4m | ||||
| 15 | Greutate netă | Aaproximativ 6500 kg | Aproximativ 8200 kg | Aaproximativ 9500 kg | Aaproximativ 12000 kg | ||||
1. Cu trei poziții pentru matriță, se pot instala trei seturi de matrițe pentru a perfora găuri de trei diametre diferite pe placă sau se pot instala doar două seturi de matrițe și o casetă de caractere pentru a perfora găuri de două diametre diferite și a marca caractere.
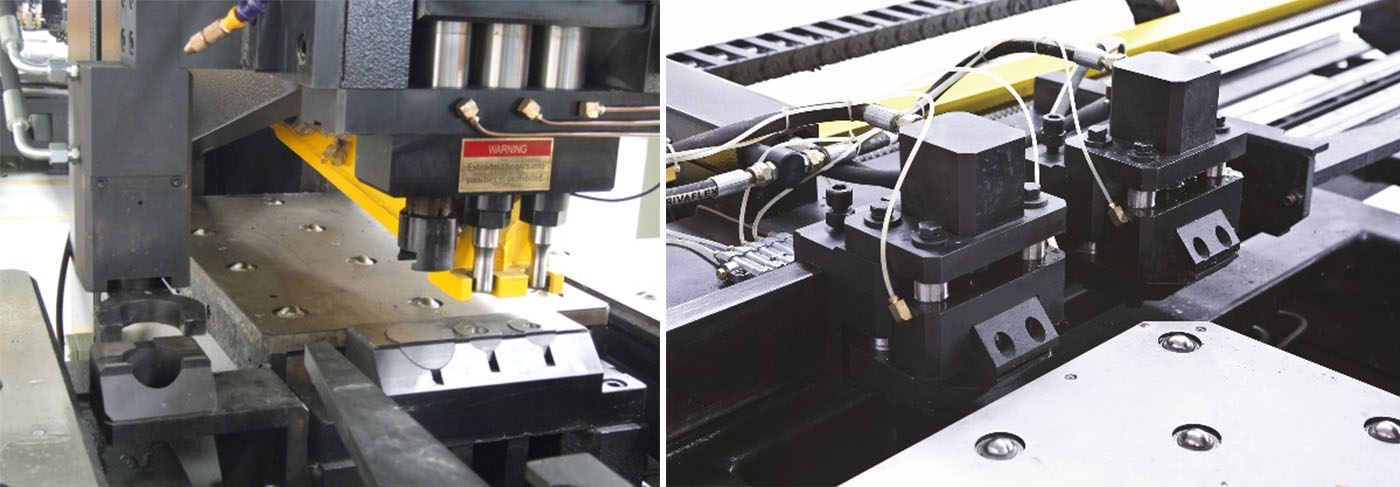
Matriță de perforare
Fixare hidraulică
2. Bancul mașinii-unelte de tip greu adoptă o structură de sudură din tablă de oțel de înaltă calitate. După sudare, suprafața este vopsită, astfel încât calitatea suprafeței și capacitatea antirugină a tablei de oțel sunt îmbunătățite.

3. Mașina are două axe CNC: axa x este mișcarea stânga și dreapta a clemei, axa Y este mișcarea față și spate a clemei, iar masa de lucru CNC de înaltă rigiditate asigură fiabilitatea și precizia alimentării.
4. Mașina-unealtă este lubrifiată prin combinarea lubrifierii centralizate și a lubrifierii descentralizate, astfel încât mașina-unealtă să fie în stare bună de funcționare de fiecare dată.

5. Masa de lucru NC a plăcii mobile este fixată direct pe fundație, iar masa de lucru este echipată cu o bilă de transport universală, care are avantajele rezistenței reduse, zgomotului redus și întreținerii ușoare.

6. Placa este fixată de două cleme hidraulice puternice și poate fi mutată și poziționată rapid.
7. Calculatorul adoptă o interfață în limba engleză, ușor de stăpânit de către operatorii generali. Este ușor de programat.
| NU. | Nume | Marca | Ţară |
| 1 | Lșină de ghidare intraauriculară | HIWIN/PMI | Taiwan (China) |
| 2 | Pompă de ulei | Albert | STATELE UNITE ALE AMERICII |
| 3 | Supapă de siguranță electromagnetică | Atos | Italia |
| 4 | Supapă electromagnetică de descărcare | Atos | Italia |
| 5 | Electrovalvă | Atos | Italia |
| 6 | Supapă de accelerație unidirecțională | Atos | Italia |
| 7 | Supapă de accelerație cu port P | JUSTMARK | Taiwan (China) |
| 8 | Supapă de sens invers cu orificiu P | JUSTMARK | Taiwan (China) |
| 9 | Supapă de control hidraulică | JUSTMARK | Taiwan (China) |
| 10 | Lanț de tracțiune | JFLO | China |
| 11 | Supapă de aer | CKD/SMC | Japonia |
| 12 | Confluenţă | CKD/SMC | Japonia |
| 13 | Cilindru | CKD/SMC | Japonia |
| 14 | FRL | CKD/SMC | Japonia |
| 15 | Servomotor de curent alternativ | Panasonics | Japonia |
| 16 | PLC-uri | Mitsubishi | Japonia |



Profil scurt al companiei  Informații despre fabrică
Informații despre fabrică  Capacitate anuală de producție
Capacitate anuală de producție  Capacitate comercială
Capacitate comercială 
Categorii de produse
-

PPHD123 Presă hidraulică CNC pentru perforarea plăcilor și...
-

Mașină de perforat plăci cu presă hidraulică CNC PP153
-

Mașină de găurit CNC de mare viteză PH1610A pentru tablă...
-

PP123 Mașină automată de perforat hidraulic CNC...
-

PPHD153 Presă hidraulică CNC pentru găurire și găurire cu plăci...
-

PP103B Placă de construcție din oțel CNC pentru construcții hidraulice...