







Mașină de găurit CNC de mare viteză PH1610A pentru tablă metalică




| No. | Itemă | Parammetru |
| 1 | MaximPlacădimensiune | 1600mm×1000 mm |
| 2 | Platformăintervalul de grosime e | 10mm~60mm |
| 3 | Diametrul maxim de găurire | φ40mm |
| 4 | Diametru maxim de filetare | 20mm |
| 5 | Numărul de poziții ale sculelor în magazin | 6 |
| 6 | R maximPMaxului | 3000rot/min |
| 7 | Margine minimă a găurii | 25mm |
| 8 | Număr de cleme | 2 |
| 9 | Spresiunea sistemului | 6Mpa |
| 10 | Apresiune ir | 0,5Mpa |
| 11 | Numărul de axe NC | 5 |
| 12 | Modul de răcire al sistemului hidraulic | Răcire cu aer |
| 13 | Mod de răcire a sculei | Răcire cu ulei (micro) |
| 14 | Dimensiunile mașinii (L × l × Î) | 3900mm×4300mm×2800mm |
| 15 | Greutatea mașinii | 9000kg |
1. Capul de foraj CNC adoptă un servomotor special al axului cu o capacitate mare de suprasarcină, iar motorul acționează axul de foraj pentru a se roti prin intermediul unei curele sincrone.
2. Șina de ghidare liniară cu rolă cu rulment înalt este adoptată pentru ghidajul mobil al capului de găurire, care are o rigiditate bună, o sarcină statică ridicată și o capacitate de încărcare dinamică, asigurând calitatea găurilor plăcilor de material și durata de viață a sculei.
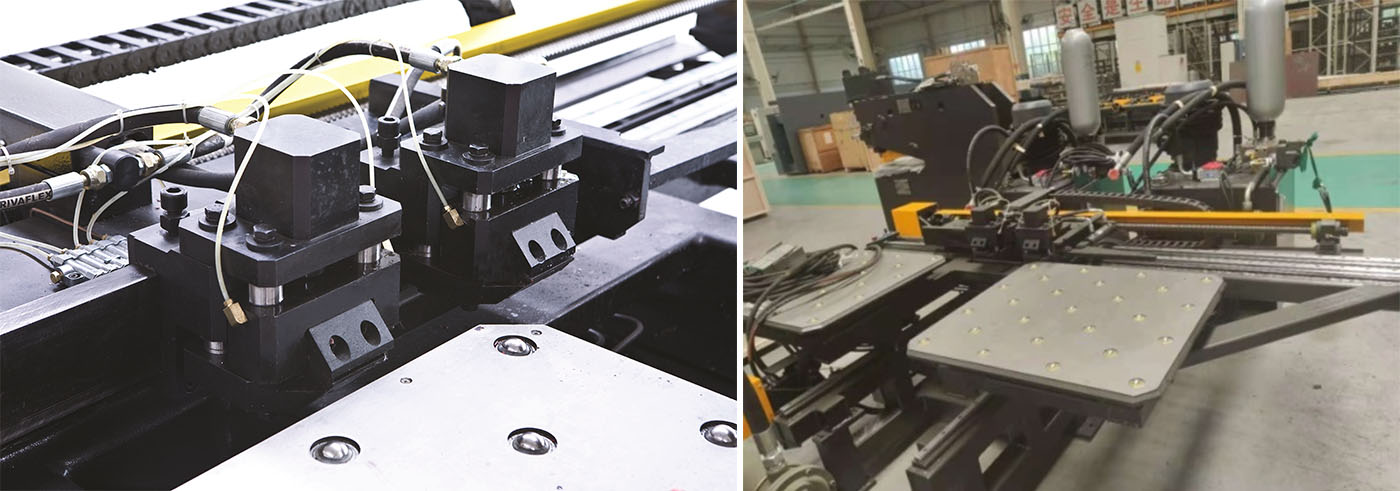
3. Cilindrul de prindere a găurii este utilizat pentru a comprima și poziționa placa de material la găurirea capului de foraj.
4. Masa de lucru este compusă din axa Y la stratul inferior și axa X la stratul superior.

5. Cele două seturi de cleme au suprafața de poziționare a plăcii de material.
6. Este compus dintr-un cilindru hidraulic, o placă de fixare, un scaun de susținere etc. și este plasat pe partea laterală a plăcii glisante pe axa x.
7. Sistemul hidraulic este compus din rezervor de ulei, motor, pompă de ulei, electrovalvă și conductă hidraulică.
8. Sistemul de răcire cu micro-lubrifiere MQL este cel mai avansat din lume.
9. Sistemul de control adoptă SINUMERIK 808D, cel mai recent sistem de control numeric Siemens, care are fiabilitate ridicată, diagnosticare convenabilă și operare ușoară.
| NU. | Nume | Marca | Ţară |
| 1 | Servomotor de curent alternativ | Siemens | Germania |
| 2 | Ax | Kenturn/CELLS | Taiwan, China |
| 3 | Sistem de control numeric | Siemens | Germania |
| 4 | Gghid | HIWIN/HTPM | Taiwan, China / China |
| 5 | Comutator mecanic | Schneider | Franţa |
| 6 | Contactor | Compania TE | Franţa |
| 7 | Comutator motor | Compania TE | Franţa |
| 8 | Lanț de susținere | JFLO | China |
| 9 | Electrovalvă | JUSTMARK/YUKEN | Taiwan, China |

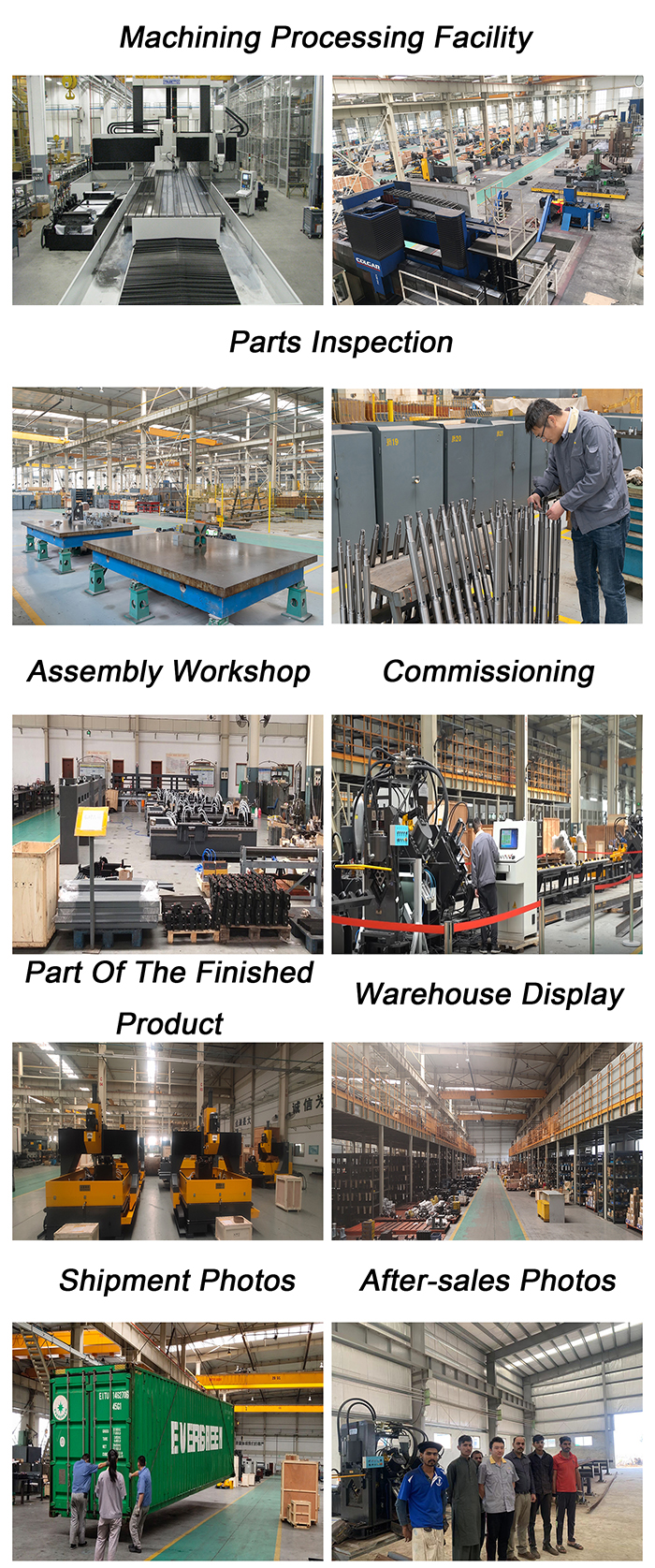


Profil scurt al companiei
Compania noastră produce mașini CNC pentru prelucrarea diverselor profile din oțel, cum ar fi profile cu bare de colț, grinzi în H/profile în U și plăci de oțel.
| Tipul afacerii | Producător, Societate comercială | Țară / Regiune | Shandong, China |
| Produse principale | Proprietate | Proprietar privat | |
| Total angajați | 201 – 300 de persoane | Venituri anuale totale | Confidenţial |
| Anul înființării | 1998 | Certificări (2) | |
| Certificări de produs | - | Brevete (4) | |
| Mărci comerciale (1) | Piețe principale |
|
| Dimensiunea fabricii | 50.000-100.000 de metri pătrați |
| Țara/Regiunea fabricii | Nr. 2222, Century Avenue, Zona de Dezvoltare High-Tehnologică, orașul Jinan, provincia Shandong, China |
| Număr de linii de producție | 7 |
| Fabricație contractuală | Serviciu OEM oferit, Serviciu de design oferit, Etichetă cumpărător oferită |
| Valoarea anuală a producției | 10 milioane USD – 50 milioane USD |
| Nume produs | Capacitatea liniei de producție | Unități reale produse (anul precedent) |
| Linie unghiulară CNC | 400 de seturi/an | 400 de seturi |
| Mașină de găurit cu grindă CNC | 270 de seturi/an | 270 de seturi |
| Mașină de găurit plăci CNC | 350 de seturi/an | 350 de seturi |
| Mașină de perforat plăci CNC | 350 de seturi/an | 350 de seturi |
| Limba vorbită | Engleză |
| Numărul de angajați din Departamentul Comercial | 6-10 persoane |
| Timp mediu de livrare | 90 |
| Nr. de înregistrare a licenței de export | 04640822 |
| Venituri anuale totale | confidenţial |
| Venituri totale din exporturi | confidenţial |
Categorii de produse
-

Mașină de perforat plăci cu presă hidraulică CNC PP153
-

PP103B Placă de construcție din oțel CNC pentru construcții hidraulice...
-

PPHD153 Presă hidraulică CNC pentru găurire și găurire cu plăci...
-

Mașină de perforat și găurit hidraulică CNC
-

PP123 Mașină automată de perforat hidraulic CNC...
-

PPHD123 Presă hidraulică CNC pentru perforarea plăcilor și...