



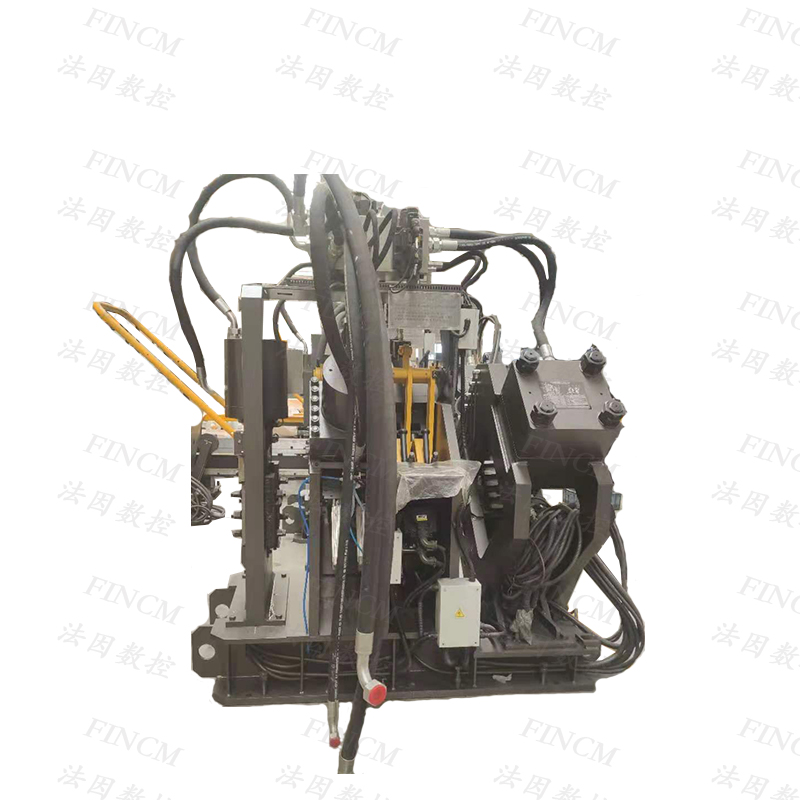




Mașină de tăiere a perforatoarelor din oțel unghiular CNC BL1412




| NU. | Articol | Parametri |
| 1 | Dimensiunea oțelului unghiular | 40*40*3-140*140*12(Q345) |
| 2 | Diametru maxim de perforare | φ25,5 mm (grosime 12 mm, Q345) |
| 3 | Forța nominală de perforare | 540KN |
| 4 | Forța nominală de marcare | 1030kN |
| 5 | Forță nominală de tăiere | 750kN |
| 6 | Lungimea maximă a unghiului brut | 12m |
| 7 | Cantitatea capului de perforare pe fiecare parte | 2 |
| 8 | Cantitatea de rânduri de perforare pe fiecare parte | arbitrar |
| 9 | Cantitatea grupului de caractere | 4 grupe |
| 10 | Dimensiunea personajelor | 14×10mm |
| 11 | Mod de tăiere | Tăiere cu două lame |
| 12 | Cantitatea de axe | 3 |
| 13 | În viteza de alimentare | 40 m/min |
| 14 | Dimensiune totală | 25/7*2,2m (Doar pentru referință) |
| 15 | Aspect | Tipul A sau B |
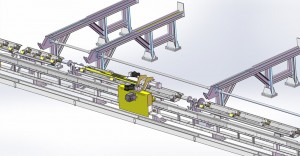
1. Structura principală este compusă dintr-o unitate de marcare, două unități de perforare și o unitate de forfecare.
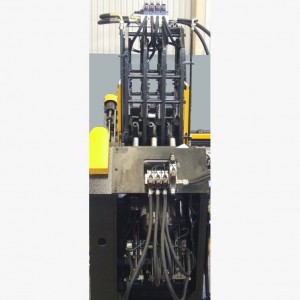
1) Unitatea de marcare adoptă un corp închis, foarte rezistent. Cu patru casete de prefix interschimbabile, fiecare
Caseta prefixului poate conține 10 caractere;
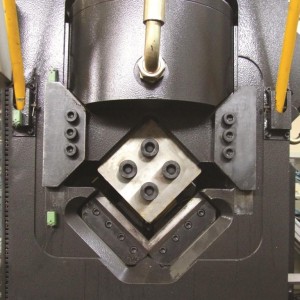
2) Unitatea de perforare adoptă un corp închis, care este foarte puternic și poate fi instalat pe patul închis
Suportul de material pe toată lungimea și dispozitivul de presare pot asigura o distanță precisă. Fiecare unitate de perforare este echipată cu
Trei seturi de matrițe pentru a perfora trei găuri de diametre diferite pe fiecare parte a unghiului.
Transmisia modifică cvasi-distanța, iar cvasi-distanța este ajustată fără trepte.
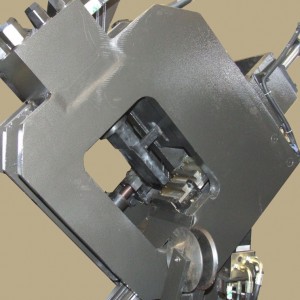
3) Unitatea de forfecare adoptă un corp închis, care este foarte rezistent. Mecanismul de forfecare cu lamă dublă asigură tăierea
Suprafața este îngrijită, iar distanța de forfecare este ușor de reglat. Mecanismul de tăiere cu o singură lamă asigură o secțiune de tăiere îngrijită, iar distanța de forfecare este ușor de reglat.
2. Cornierul este fixat cu cleme pneumatice și se mișcă rapid pentru poziționare. Alimentarea pe axa X se face cu servomotor.
Transmisie, feedback encoder rotativ, control complet în buclă închisă, precizie ridicată.
3. Focarul transversal din față este compus din patru lanțuri cu cadrane și un corp cadru. Lanțurile sunt decelerate de motor.
acționat de mașină.
4. Alimentatorul rotativ este acționat de motor prin intermediul reductorului și al lanțului și rotește oțelul unghiular de pe transportorul orizontal de alimentare cu material în transportorul longitudinal.
5. Canalul de descărcare a materialului este compus dintr-un corp al canalului de material și un cilindru. Oțelul cornier finit este aruncat în afara liniei de producție prin rotație după ce iese din partea principală a mașinii.

6. Mașina are trei axe CNC: mișcarea și poziționarea căruciorului de alimentare și mișcarea în sus și în jos și poziționarea cadrului matriței unității de perforare.
7. Cilindrul de aer, electrovalva, supapa hidraulică, controlerul programabil PLC, servomotorul, driverul etc. configurate de mașină sunt piese importate, de înaltă calitate, care asigură fiabilitatea ridicată și precizia ridicată a echipamentului.
8. Programarea pe calculator este ușoară și poate afișa grafica materialului și dimensiunea coordonatelor poziției găurii, ceea ce este convenabil pentru inspecție. Utilizarea managementului computerizat superior facilitează foarte mult stocarea și apelarea programelor; afișarea graficelor; diagnosticarea defecțiunilor și comunicarea la distanță.
| NO | Nume | Marca | Ţară |
| 1 | Servomotor de curent alternativ | Delta | Taiwan, China |
| 2 | PLC-uri | Delta | |
| 3 | Pompă cu palete duble | Albert | STATELE UNITE ALE AMERICII |
| 4 | Supapă electromagnetică de descărcare | ATOS/Yuken | Italia / Taiwan, China |
| 5 | Supapă de siguranță | ATOS/Yuken | |
| 6 | Supapă de siguranță electromagnetică | ATOS/Yuken | |
| 7 | Supapă direcțională electrohidraulică | JUSTMARK | Taiwan, China |
| 8 | Supapă direcțională electromagnetică | JUSTMARK | |
| 9 | Supapă de sens invers | JUSTMARK | |
| 10 | Supapă de aer | AirTAC | |
| 11 | Bara de autobuz | AirTAC | |
| 12 | Valoarea aerului | AirTAC | |
| 13 | Cilindru | SMC/CKD | Japonia |
| 14 | Duplex | SMC/ CKD | |
| 15 | Calculator | Lenovo | China |
Notă: Furnizorul menționat mai sus este furnizorul nostru fix. Acesta poate fi înlocuit cu componente de aceeași calitate, de la o altă marcă, dacă furnizorul menționat mai sus nu poate furniza componentele în cazul oricăror probleme speciale.



Compania noastră produce mașini CNC pentru prelucrarea diverselor profile din oțel, cum ar fi profile cu bare de colț, grinzi în H/profile în U și plăci de oțel.
| Tipul afacerii | Producător, Societate comercială | Țară / Regiune | Shandong, China |
| Produse principale | Proprietate | Proprietar privat | |
| Total angajați | 201 – 300 de persoane | Venituri anuale totale | Confidenţial |
| Anul înființării | 1998 | Certificări (2) | |
| Certificări de produs | - | Brevete (4) | |
| Mărci comerciale (1) | Piețe principale |
|
| Dimensiunea fabricii | 50.000-100.000 de metri pătrați |
| Țara/Regiunea fabricii | Nr. 2222, Century Avenue, Zona de Dezvoltare High-Tehnologică, orașul Jinan, provincia Shandong, China |
| Număr de linii de producție | 7 |
| Fabricație contractuală | Serviciu OEM oferit, Serviciu de design oferit, Etichetă cumpărător oferită |
| Valoarea anuală a producției | 10 milioane USD – 50 milioane USD |
| Nume produs | Capacitatea liniei de producție | Unități reale produse (anul precedent) |
| Linie unghiulară CNC | 400 de seturi/an | 400 de seturi |
| Mașină de găurit cu grindă CNC | 270 de seturi/an | 270 de seturi |
| Mașină de găurit plăci CNC | 350 de seturi/an | 350 de seturi |
| Mașină de perforat plăci CNC | 350 de seturi/an | 350 de seturi |
| Limba vorbită | Engleză |
| Numărul de angajați din Departamentul Comercial | 6-10 persoane |
| Timp mediu de livrare | 90 |
| Nr. de înregistrare a licenței de export | 04640822 |
| Venituri anuale totale | confidenţial |
| Venituri totale din exporturi | confidenţial
|
Categorii de produse
-

BL2020C BL1412S Mașină de marcat CNC cu unghi de fier...
-

Mașină de forfecare CNC pentru perforarea oțelului în unghi APM2020
-

CNC unghiular de stantare, forfecare și marcare a oțelului...
-

Mașină de tăiere cu marcare CNC pentru perforare și tăiere în canal de oțel
-

Mașină de forfecare CNC pentru perforarea oțelului în unghi APM1010
-

Mașină de forfecare CNC cu perforare în unghi din oțel APM1616